
CoroBore 825
고정밀 보링 가공을 위한 정삭 보링 공구
CoroBore® 825
요구사항: 공구 프리세터

카트리지 장착

역방향 보링용 카트리지 장착
주의: 슬라이드 연장부를 사용할 경우 슬라이드 연장부와 함께 제공된 더 긴 스크류를 사용해야 합니다! 역방향 보링 가공 시 회전 방향을 바꿔야 합니다! 공구 길이와 어댑터 길이를 확인하십시오. 보링 공구가 직각이 있는 홀을 통과하고 보링 공구 전면은 그러지 않아야 합니다.

공구 직경 세팅
주의: CoroBore® 825 EH의 경우 조정 범위는 다음과 같습니다.
C3, 섕크 04, 06, 08 = 반경 방향 1 mm
C4, 섕크 10 = 반경 방향 1.5 mm
CoroBore® 825 Silent Tools™를 이용한 역방향 보링
직경 범위를 늘리는 역방향 보링 가공을 위한 슬라이드 연장부
- 공구와 충돌하지 않으려면 추가 연장 슬라이드가 필요
- 기존의 보링 가공과 동일하게 절삭날로 내부 절삭유 공급

|
직경 범위, 정방향 보링 mm (inch) |
직경 범위, 역방향 보링 mm (inch) |
역방향 보링 카트리지 키트 ( 카트리지 1개, 슬라이드 연장부 1개 포함) |
역방향 보링 카트리지 코드 | 슬라이드 연장부 코드 |
| 19–36 (0.748–1.417) |
31–48 (1.220–1.890) |
825A-TC06U-BW | L825A-AF11STUC06T1 | 825A-030A |
| 35–56 (1.378–2.205) |
48–69 (1.890–2.717) |
825B-TC06U-BW | L825B-AF15STUC06T1 | 825B-036A |
| 55–167 (2.165–6.575) |
69–181 (2.717–7.126) |
825C-TC09U-BW | L825C-AF20STUC0902 | 825C-048A |
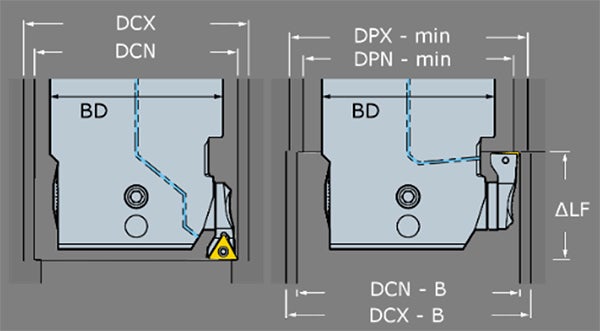
역방향 보링 가공 카트리지
새로운 역방향 보링 가공 카트리지와 슬라이드 연장부 하나를 사용하면 공구의 직경 범위가 변경됩니다.
mm | |||||||||
어댑터 크기 |
BD1 |
전면 보링 가공 |
연장 슬라이드 |
연장부 하나와
| |||||
DCN |
DCX |
DCN-B |
DCX-B | DPN-B
|
DPX-B |
공구 ∆LF |
|||
| 18 | 18 | 19 | 23 | 3 | 31 | 35 | 24.5 | 26.5 | -22 |
| A | 20 | 23 | 29 | 3 | 35 | 41 | 27.5 | 30.5 | -22 |
| B | 25 | 28 | 36 | 3 | 40 | 48 | 32.5 | 36.5 | -22 |
| C | 32 | 35 | 45 | 3.6 | 48 | 58 | 40 | 45 | -32 |
| D | 40 | 44 | 56 | 3.6 | 57 | 69 | 48.5 | 54.5 | -32 |
| E | 50 | 55 | 70 | 4.8 | 69 | 84 | 59.5 | 67 | -43 |
| F | 63 | 69 | 87 | 4.8 | 83 | 101 | 73 | 82 | -43 |
| G | 80 | 86 | 107 | 4.8 | 100 | 121 | 90 | 100.5 | -43 |
| H | 100 | 106 | 137 | 4.8 | 120 | 151 | 110 | 125.5 | -43 |
| I | 130 | 136 | 167 | 4.8 | 150 | 181 | 140 | 155.5 | -43 |
Inch |
|||||||||
어댑터 크기 |
BD1 |
전면 보링 가공 |
연장 슬라이드 |
연장부 하나와 |
|||||
DCN |
DCX |
DCN-B |
DCX-B |
DPN-B |
DPX-B
|
공구 ∆LF | |||
| 18 | 0.709 | 0.748 | 0.905 | 0.118 | 1.220 | 1.378 | 0.964 | 1.043 | -0.866 |
| A | 0.787 | 0.906 | 1.142 | 0.118 | 1.378 | 1.614 | 1.083 | 1.201 | -0.866 |
| B | 0.984 | 1.102 | 1.417 | 0.118 | 1.575 | 1.890 | 1.280 | 1.437 | -0.866 |
| C | 1.260 | 1.378 | 1.772 | 0.142 | 1.890 | 2.283 | 1.575 | 1.772 | -1.260 |
| D | 1.575 | 1.732 | 2.205 | 0.142 | 2.244 | 2.717 | 1.909 | 2.146 | -1.260 |
| E | 1.968 | 2.165 | 2.756 | 0.190 | 2.717 | 3.307 | 2.343 | 2.638 | -1.693 |
| F | 2.480 | 2.717 | 3.425 | 0.190 | 3.268 | 3.976 | 2.874 | 3.228 | -1.693 |
| G | 3.150 | 3.386 | 4.213 | 0.190 | 3.937 | 4.764 | 3.543 | 3.957 | -1.693 |
| H | 3.937 | 4.173 | 5.394 | 0.190 | 4.724 | 5.945 | 4.331 | 4.941 | -1.693 |
| I | 5.118 | 5.354 | 6.575 | 0.190 | 5.905 | 7.126 | 5.512 | 6.122 | -1.693 |


정삭 보링 헤드 조정 방법
- 슬라이드 잠금 해제
- 직경 조정
- 슬라이드 잠금
- 결과 확인
주의: 항상 작은 직경에서 큰 직경으로 조정하십시오. 스트로크를 지나치면 다시 길이를 줄여서 메커니즘에서 틈을 제거하고, 지정된 세팅 직경까지 작은 직경에서 다시 세팅합니다.

정삭 보링 헤드 스케일 세팅
- 스케일을 완전히 한 번 돌리면 인서트가 반경 방향으로 0.25 mm (0.010 inch) 이동합니다.
- 다이얼은 각각 0.010 mm (0.0004 inch)/직경인 50개의 눈금으로 구성되어 있습니다. 부척은 눈금이 5개이며, 직경을 0.002 mm (0.00008 inch) 단위로 조절할 수 있습니다.
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형