
Bone screw machining
Machining challenge is to avoid burr formation in milled features in the tip when doing the thread whirling operation.
Benefits
- Good surface finish
- Secure process
Machining solution
- Turning of tip
- Milling of grooves
- Thread whirling of tip (for more information, see below)
- Deburring pass with mill
- Thread whirling complete
Machining solution – thread whirling of tip
Selected component features
- Machining tip
- Machining thread
- Machining head
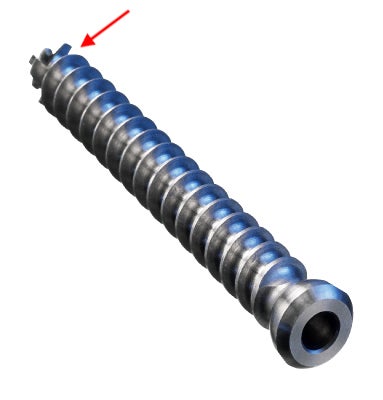
Machining the long and slender thread is preferably made by thread whirling to avoid bending and vibrations.
Thread quality is a challenge when high feeds are used in the thread whirling. Facets is a common problem.
If the thread diameter is changed, the setting angle of the whirling ring has to be changed too. Use the calculator for correct programming.
Every whirling spindle has a gear box reduction, due to size restrictions of the unit. Remember to take this into consideration. The programmed rpm will not the actual output. In our case the reduction was 50 %.
Benefits
- Good surface finish
- Good dimensional accuracy
- Secure process
- Productive
Machining solution (example)
| 50 mm (1.969 inch) |
| 6 mm (0.236 inch) |
| 4.90 mm (0.193 inch) |
| 1.625 mm (0.064 inch) |
Machining solution – thread whirling
The cutting data as below will give a good cutting process with acceptable
sound levels. It is possible to surpass these values, but the sound level will
increase rapidly and facets are formed.

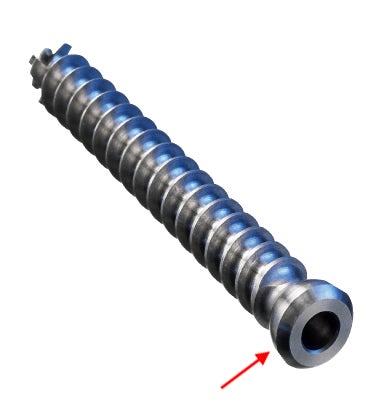
Machining solution – Head
- Turning front of head
- Roughing back of head
- Finishing back of head
- Parting off
Benefits
- Chip control
- Secure process
Femoral head
The challenges when machining the taper hole include getting a high surface finish,... chevron_right
Acetabular cup
The challenges when machining the external sphere include getting good chip control,... chevron_right
CoroMill 328
A versatile cutter which can be used for many types of grooves, threads and chamfers;... chevron_right
CoroMill 326
Versatile and cost efficient, this miniature milling cutter benefits from three cutting... chevron_right
