
CoroTurn® XS
小物部品の内径精密加工
要領

コレットクランプアダプタ
ダブルクランプと最高のパフォーマンスのためにコレットクランプアダプタをご利用ください。良好な安定性により、微小なびびりを最小限に抑えることで工具寿命の向上を達成可能。

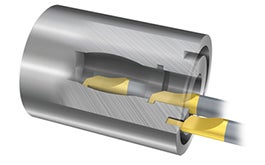
外付け刃物台用アダプタ
円筒工具の位置が制限されるまたは無い場合は、小型自動旋盤において外付け刃物台用の角シャンクアダプタを使用することができます。これにより機械内のフリースペースが広くなり、生産性が向上します。

推奨事項
工具の選定
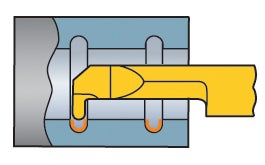
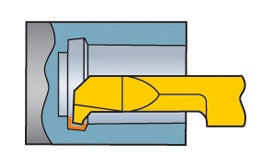
旋削工具 (CXS-xxT…)
旋削工具98ºおよび90º、0.3 mmまでの小穴用
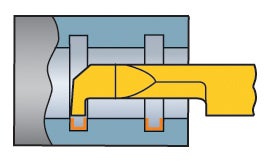
倣い工具 (CXS-xxR…)
4.2 mm までの穴用、チップコーナR 0.5–1 mm。
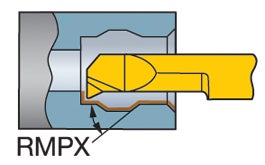
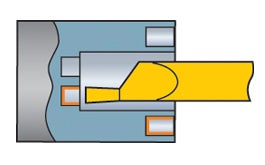
溝入れ工具 (CXS-xxG…)
どの溝入れ工具により加工された溝も、底面はフラットにコーナはシャープになります。2.0 mm までの穴用、チップ幅:0.5–2 mm。
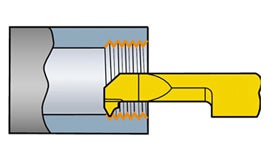
ねじ切り工具 (CXS-xxTH…)
1つの工程で高性能なねじ山を作製するためのフルプロファイル工具。4.2 mm までの穴用。ねじ形状:VP60、M60、UN60、WH55、NPT60、TR30。
端面溝入れ工具 (CXS-xxF…)
非常に小径のほとんどの狭い溝用。0.2 mm 以上の径および溝深さ30 mm まで。
プレ突切り工具 (CXS-xxGX…)
5.2 mm までの穴用。
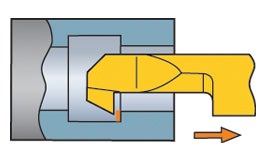
バックボーリング工具 (CXS-xxB…)
4.2 mm までの穴用。
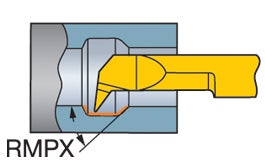
倣い工具 (CXS-xxTE…)
内径倣い旋削、4.2 mm までの穴用。
切削条件
CoroTurn® XSプログラムは、切込み0.05~0.6 mm、送り0.01~0.05 mmの軽切削条件を想定。
材種
- 旋削加工用第一推奨材種は、鋼材 (ISO P)、ステンレス材 (ISO M)、非鉄金属 (ISO N) および耐熱合金(ISO S) において長い工具寿命を想定したPVDコーティングGC1125です。
- 一般加工用の第一推奨は、鋼材 (ISO P)、ステンレス材 (ISO M)、非鉄金属 (ISO N) および耐熱合金 (ISO S) において信頼できる工具寿命が得られる平均的な切削速度を想定したPVD薄膜コーティングGC1025です。
- これに代わるノンコート超硬材種のH10Fもあります。非鉄金属 (ISO N)、あるいは極めてシャープな刃先が必要な場合に使用します。
- 高硬度鋼 (ISO H) にはCBN材種CB7014を使用してください。
ブレーカ
- 第一推奨:刃先が極めてシャープで底面はフラットな形状
- 最適化:卓越した切りくず処理と切りくずの小さな穴への詰まりを防止するには、研磨されたA-ブレーカを使用してください
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291