
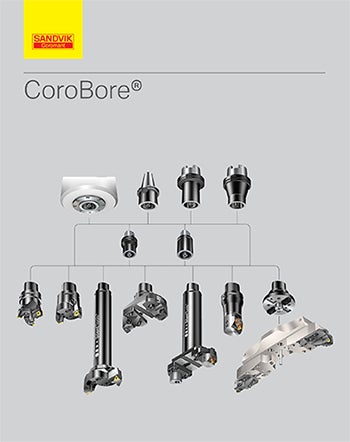
CoroBore® 826
卓越した切りくず処理のファインボーリング工具

カートリッジの取付

工具径の設定
加工径およびカウンターウェイトの調整
径 92-154mm用
|
1
|
|
3
|
| | | |
|
2a
|
|
4
|
| | | |
|
2b
|
|
5
|






- カウンターウェイトのロッキングスクリューを緩めます。
- 必要な加工径(呼び径)が工具上部のマーク (2b) に合うまでスクリュー (2a) を調整して、内部カウンターウェイトを設定します。
- カウンターウェイトを適切なトルク (6Nm) で締めます。
ファインボーリングヘッドに適切なトルク (6Nm) でカートリッジを取り付けます。
ファインボーリングヘッドをアダプタに組み付けます。
必要な加工径(呼び径)がアダプタの目盛位置に合うまでファインボーリングヘッドをサイドスクリューで移動させて径を調整します。 - ファインボーリングヘッドスクリューを適切なトルク (14 Nm) で締めます。
- 826スケールを使用して径を微調整します。
ファインボーリングヘッドスクリューを適切なトルク (8 Nm) で締めます。

詳細情報については 厳しい穴公差に対応するために をご参照ください。
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。

サンドビック株式会社コロマントカンパニー
0800-919-0291