
CoroTurn XS
Kisméretű, magas minőségű alakzatok belső megmunkálása
Utasítások

Patronnal befogott csatlakozóelem
Használjon patronnal befogott csatlakozóelemet a merev rögzítéshez és a legjobb teljesítményhez. A fokozott stabilitás mellett a mikrorezgések minimalizálódnak, és hosszabb éltartam érhető el.

Csatlakozóelemek külső szerszámoszlophoz
Amikor a hengeres szerszám pozíciók korlátozottak vagy nem lehetségesek, használhat négyzetes szárú csatlakozóelemeket a külső szerszámoszlopokhoz csúszófejes gépekben. Ez több szabad helyet és nagyobb termelékenységet tesz lehetővé a gépben.

Csúszófejes gépek
Ismerje meg, hogyan konfigurálhat csúszófejes gépeket a következetes és hatékony megmunkálási folyamat érdekében.
Csúszófejes gépek
Ajánlások
Szerszámválasztás
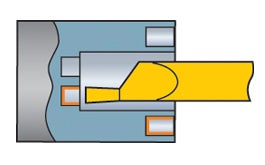
Esztergálás (CXS-xxT…)
Esztergálás 98º és 90º furatokhoz 0,3 mm-től (0,012 col).
Profilmegmunkálás (CXS-xxR…)
Furatokhoz 4,2 mm-től (0,165 col), lapkasugarak 0,5–1 mm (0,02–0,039 col).
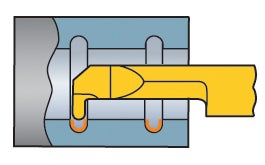
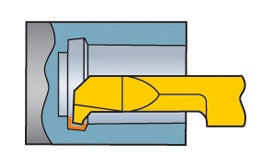
Beszúrás (CXS-xxG…)
Minden beszúró forgácsolószerszám lapos aljú és éles csúcssugarú hornyot készít. Furatokhoz 2,0 mm-től (0,079 col), lapkaszélességek: 0,5–2 mm (0,020–0,079 col).
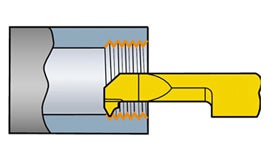
Menetkészítés (CXS-xxTH…)
Teljes profilú szerszámok a kiváló minőségű menetek létrehozásához egy menetben Furatokhoz 4,2 mm-től (0,165 col). Menetalakok: VP60, M60, UN60, WH55, NPT60, TR30.
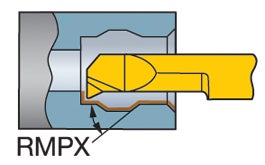
Homlokbeszúrás (CXS-xxF…)
A legszűkebb hornyokhoz, a legkisebb átmérővel. 0,2 mm (0,008 col) átmérőtől és 30 mm (1,18 col) horonymélységig.
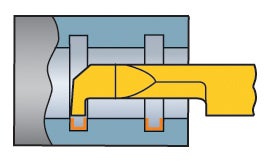
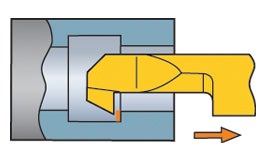
Előleszúrás (CXS-xxGX…)
Furatokhoz 5,2 mm-től (0,205 col).
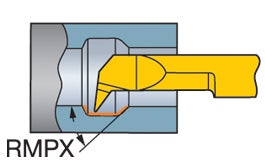
Visszasüllyesztés (CXS-xxB…)
Furatokhoz 4,2 mm-től (0,165 col).
Másolóesztergálás (CXS-xxTE…)
Belső másolóesztergálás a furatokhoz 4,2 mm-től (0,165 col)
Forgácsolási adatok
A CoroTurn® XS választékot lágyan forgácsoló adatokhoz, 0,05–0,6 mm (0,002–0,024 col) fogásmélységhez és 0,01–0,05 mm (0,0004–0,0016 col) előtoláshoz tervezték.
Minőségek
- Esztergáláshoz az elsősorban ajánlott minőség a PVD-bevonattal ellátott GC1125, amelynek célja, hogy hosszabb éltartamot biztosítson az ISO P-, M-, N- és S-anyagokban.
- Általános megmunkáláshoz az elsősorban ajánlott minőség a vékony PVD-bevonatú GC1025, átlagos forgácsolási sebességhez, mely megbízható éltartamot biztosít ISO P-, M-, N- és S-anyagokban
- A bevonat nélküli H10F minőség egy alternatíva. ISO N, nemvas anyagokhoz, vagy ha extrém éles él szükséges
- Edzett acélhoz, ISO H-hoz használja a CB7014 CBN-minőséget
Geometriák
- Első számú választás:Lapos, köszörült geometria különösen éles éllel
- Optimalizáláshoz: Használjon köszörült A-geometriát a kiváló forgácskezeléshez és a forgácselakadás elkerüléséhez a kis furatokban
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649