
CoroTurn® 300
Hatékony és kiváló minőségű esztergálás
Utasítások
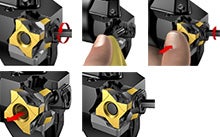
Lapkacsere
A lapkát öt egyszerű lépésben lehet kicserélni, amelyek során a rögzítési megoldás egy kar segítségével önzáróvá teszi a lapkát, amely belezáródik a csúcsfészekbe, és a rögzített pontok (iLock™) merevséget és pontosságot biztosítanak. 4,5 Nm nagyságú nyomatékot használjon.

Hűtőközeg-csatlakozás a QS™ szárakhoz
Négyféleképpen lehet csatlakoztatni a hűtőközeg-hozzávezetést: csatlakozóelemek (első számú választás), hátsó csőcsatlakozás, első és alsó csatlakoztatás vagy QS-ütközős hátsó csőcsatlakozás segítségével

Hűtőközeg-hozzávezetés
A hűtőközegnyílások bedugásával választhat, hogy felső vagy alsó hűtőközeg-hozzávezetést fog-e használni, vagy esetleg mindkettőt egyszerre, ami a standard beállítás.




Alkalmazási tippek
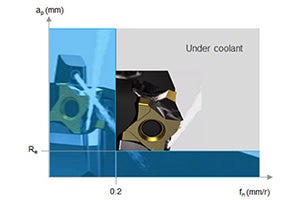
Felső és alsó hűtőközeg-hozzávezetés – mikor melyiket érdemes használni?
A CoroTurn® 300 felső és alsó hűtőközeg-hozzávezetést is tartalmaz. Ismerje meg a megfelelő alkalmazási módot, illetve azt, hogy a kettő együtt hogyan képes fokozni a teljesítményt és megoldani a tipikus esztergálási problémákat.
Ajánlások
Lapkaminőségek és geometriák
| Művelet | Geometria |
| Simítás | -L4 |
| Közepes | -M5 |
| Különösen sima felület / Nagy előtolás | -M5W |
| Megmunkálási feltételek | P |
| Jó | GC4415 |
| Átlagos | GC4425 |
| Nehéz | GC4425 |
- -L4, 04-es csúcssugár: Kiváló 0,25–3 mm (0,010–0,118 col) ap és 0,1–0,3 mm/ford (0,004–0,012 col/ford) fn értékek esetén
- -L4, 08-as csúcssugár: Kiváló 0,5–3 mm (0,020–0,118 col) ap és 0,12–0,32 mm/ford (0,005–0,013 col/ford) fn értékek esetén
- -L4, 12-es csúcssugár: Kiváló 0,65–3 mm (0,026–0,118 col) ap és 0,15–0,35 mm/ford (0,006–0,014 col/ford) fn értékek esetén
- -M5, 08-as csúcssugár: Kiváló 0,8–3,8 mm (0,031–0,150 col) ap és 0,2–0,45 mm/ford (0,008–0,018 col/ford) fn értékek esetén
- -M5, 12-es csúcssugár: Kiváló 1,2–3,8 mm (0,047–0,150 col) ap és 0,25–0,55 mm/ford (0,010–0,022 col/ford) fn értékek esetén
- -M5W, 08-as csúcssugár: kiváló ap 0,5-3,8 mm (0,020-0,150 col) és fn 0,2-0,6 mm/ford (0,008-0,024 col/ford) értékek esetén
- -M5W, 12-es csúcssugár: kiváló ap 0,8-3,8 mm (0,031-0,150 col) és fn 0,25-0,7 mm/ford (0,010-0,028 col/ford) értékek esetén
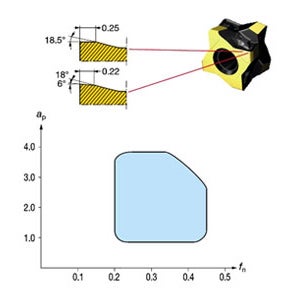
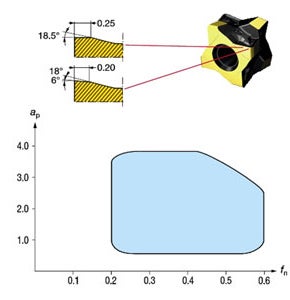
Az -L4, -M5 és -M5W és az ISO geometriák pozicionálásának összehasonlítása
Élszívósság
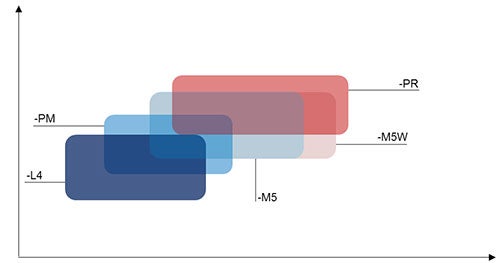
Forgácstörési terület
Megjegyzés:
Nagyobb forgácstörési terület = nagyobb
ap és
fn értékek
Keresztmetszetek és alkalmazási területek
-L4
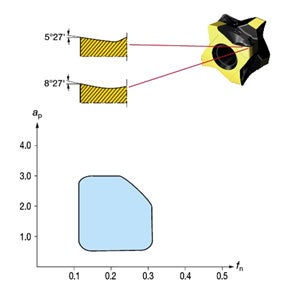
-M5
-M5W
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649