
QS™ Micro befogó rendszer
Kis alkatrészek megmunkálásának racionalizálása
A választék áttekintése
Forgácsolófejek
| Termékcsalád | Csatlakozó mérete | Lapkaméret | Irány |
| CoroCut® ;XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Száradapterek
| Termékcsalád | Csatlakozó mérete | Szármagasság | Szárszélesség |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 col | 11–20 mm 6/16–12/16 col |
Termékkódok
Száradapterek

1. Termékcsalád neve
HOLDING QSM – QS™ Micro
2. Csatlakozó mérete
12/16
3. Irány
N/R/L
4. Szár mérete
Metrikus: 1012/1212/1616/2020 (mm)
Colos: 06/08/10/12 (1/16")
Forgácsolófejek – CoroCut® XS, CoroThread® 266 és CoroTurn® 107

1. Termékcsalád neve
HOLDING QSM – QS™ Micro
2. Csatlakozó mérete
12/16
3. Irány
Lásd a termékcsalád kódkulcsát
4. Szár mérete
Lásd a termékcsalád kódkulcsát
Forgácsolófejek – CoroCut® 2

1. Termékterület
2. Termékcsalád
3. Termékalkalmazás (TPC)
4. Gépcsatlakozó típusa
5. Gépcsatlakozó mérete
6. Szerszám a kézben
7. A termékcsalád sajátosságai
Hogyan használható
- A száradapter jobb- és balkezes szerszámokhoz egyaránt illeszthető. Elég 180 fokban elforgatni
- Ha egy esztergafejet szerelnek be egy adapterbe, a beállítócsavart 4 Nm (2,95 lb/ft) nyomatékkal kell meghúzni. Rendszeresen ellenőrizze, hogy a csavar nem kopott-e el; ha igen, cserélje ki. A csavar külön megvásárolható
- Amikor a szerszámkészletet a gépbe szerelik, a forgácsolóél helyzetét radiális, axiális és magassági dimenzióban ellenőrizze. A HF/LF/WF értékek az esztergafejtől és a száradapter szerelvénytől függően eltérőek lehetnek
- A hűtőfolyadék a száradapter hátulján és oldalán M6-os menetes csatlakozással csatlakoztatható.

Választék
| Rendelési kód | Gépoldali szerelvény |
| QS-HP80-M6-NPT18-1 | NPT 1/8 col |
| QS-HP80-M6-G18-1 | G 1/8 col (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 col (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1,5 |
| QS-HP80-PTFE | Tartalék tömlő |
| QS-HP100-M6-AN4-A | Hűtő-kenő folyadék csatlakozó |
Választék - Készleten lévő különleges termékek
| Rendelési kód | Gépoldali szerelvény |
| QS-HP250-M6-NPT18-S | NPT 1/8 col |
| QS-HP250-M6-G18-S | G 1/8 col (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 col (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1,5 |
Jegyzet: A QS™ Micro készleten lévő különleges választéka nem vásárolható meg online. Rendelés leadásához lépjen kapcsolatba helyi Sandvik Coromant képviselőjével.
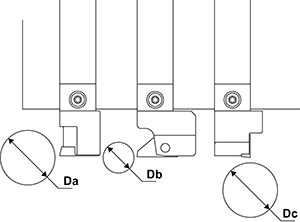
Maximális rúdátmérő Y-tengelyes megmunkálásnál
A QS™ Micro Y-tengelyű szerszám és a szomszédos szerszámok helyzetétől függően figyelembe kell venni a munkadarab rúd maximális átmérőjét
Ha az Y-tengelyes szerszámnak ugyanolyan túlnyúlása van, mint a normál szomszédos szerszámoknak, a következőket kell figyelembe venni:
- A maximális rúdátmérő (db) nem haladhatja meg a két forgácsolási pont (A) közötti távolságot -2 mm-rel (-0,079 col) (1 mm (0,039 col) biztonságos távolság mindkét oldalon)
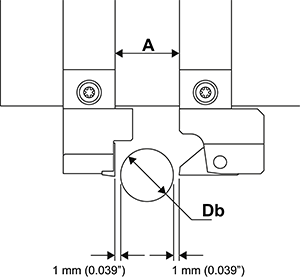
- A maximális rúdátmérő (db) drasztikusan csökken, ha a szomszédos szerszám szintén Y-tengelyes szerszám. Ezért nem javasoljuk, hogy a szomszédos befogóban Y-tengelyű szerszám legyen
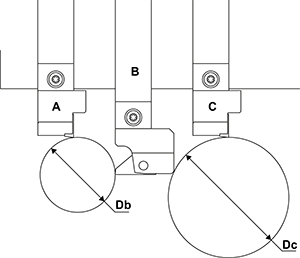
Ha az Y-tengelyű szerszám (B) hosszabb túlnyúlással rendelkezik, mint a normál szomszédos szerszámok, a maximális rúdátmérőt (db) a szerszámok valós helyzetének és a gépben lévő befogólap kialakításának megfelelően kell kiszámítani.
Ezenkívül két tényezőt is figyelembe kell venni:
- Db érték az A szerszámhoz és az Y-tengelyes szerszámhoz viszonyítva
- DC-érték az Y-tengelyű szerszám hátsó oldalához és a C szerszámhoz viszonyítva
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649