
CoroThread 266
Rendkívül merev külső és belső menetesztergálás
Lapka hátszöge
A precíz, pontos menetesztergáláshoz szükség van profilirány felőli hátszögre vagy radiális hátszögre.
További információk
Menetkészítési alkalmazási útmutató
Töltse le a Menetkészítési alkalmazási útmutatót, amely rengeteg információt tartalmaz a menetesztergálásra vonatkozóan.
Az útmutató megnyitása

Hűtőközeg-hozzávezetés csatlakozása QS™ szárakon
Háromféleképpen lehet csatlakoztatni a hűtőközeg-hozzávezetést: csatlakozóelemek (első számú választás), hátsó csőcsatlakozás vagy QS ütközős hátsó csőcsatlakozás segítségével.

Alkalmazási tippek

Hogyan érhető el jó menetminőség?
Ezen hasznos tippek segítségével sikerrel végezheti el menetesztergálási műveleteit.

Hibakeresés
Számos különféle lapkakopás létezik. A megmunkálást követően a forgácsolóélre fordított megfelelő odafigyeléssel tovább optimalizálható az éltartam és a menetminőség.
Ajánlások
A megfelelő alátétlapka
Használja ezt a táblázatot, hogy megtalálja a megfelelő alátétlapkát a CoroThread 266 szerszámtartóhoz a menetemelkedés, a lapkaméret és a terelőszög függvényében.
| Menetemelkedési tartomány | Lapkaméret | Terelőszög, λ | Alátétlapkák | ||
| mm (TPI) | mm | col | Jobbos külső szerszámhoz/Balos belső szerszámhoz | Balos külső szerszámhoz/Jobbos belső szerszámhoz | |
| 0,5-3,0 (32-6) | 16 | 3/8 | -2o | 5322 389-22 | 5322 390-22 |
| -1o | 5322 389-21 | 5322 390-21 | |||
| 0o | 5322 389-10 | 5322 390-10 | |||
| 1o | 5322 389-111) | 5322 390-111) | |||
| 2o | 5322 389-12 | 5322 390-12 | |||
| 3o | 5322 389-13 | 5322 390-13 | |||
| 4o | 5322 389-14 | 5322 390-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | -2o | 5322 379-22 | 5322 380-22 |
| -1o | 5322 379-21 | 5322 380-21 | |||
| 0o | 5322 379-10 | 5322 380-10 | |||
| 1o | 5322 379-111) | 5322 380-111) | |||
| 2o | 5322 379-12 | 5322 380-12 | |||
| 3o | 5322 379-13 | 5322 380-13 | |||
| 4o | 5322 379-14 | 5322 380-14 | |||
| 8.0 (5-3) | 27 | 5/8 | 0o | 5322 387-10 | 5322 388-10 |
| 1o | 5322 387-111) | 5322 388-111) | |||
| 2o | 5322 387-12 | 5322 388-12 | |||
| 3o | 5322 387-13 | 5322 388-13 | |||
| 4o | 5322 387-14 | 5322 388-14 | |||
| Menetemelkedési tartomány | Lapkaméret | Terelőszög | Alátétlapkák a 266R/LFA tartókhoz | ||
| mm | mm | col | Jobbos külső szerszámhoz | Balos külső szerszámhoz | |
| 0.5-3.0 | 16 | 3/8 | -2o | 5322 391-22 | 5322 392-22 |
| -1o | 5322 391-21 | 5322 392-21 | |||
| 0o | 5322 391-10 | 5322 392-10 | |||
| 1o | 5322 391-111) | 5322 392-111) | |||
| 2o | 5322 391-12 | 5322 392-12 | |||
| 3o | 5322 391-13 | 5322 392-13 | |||
| 4o | 5322 391-14 | 5322 392-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | 0o | 5322 393-10 | 5322 394-10 |
| 1o | 5322 393-111) | 5322 394-111) | |||
| 2o | 5322 393-12 | 5322 394-12 | |||
| 3o | 5322 393-13 | 5322 394-13 | |||
| 4o | 5322 393-14 | 5322 394-14 | |||
1) A szerszámmal együtt szállítjuk
Megjegyzés: Az alátétlapka kódjában az utolsó két számjegy jelentése + vagy -, és a tényleges terelőszög, amikor az alátétlapka a szerszámtartóban van, pl. 5322 379-11 = szög +1o és 5322 379-21 = szög -1o.
A Tudásbázis szakaszban bővebben tájékozódhat a menetesztergáló lapkák és alátétlapkák kiválasztásával kapcsolatban.
Forgácsolási adatok
A forgácsolási adatokra vonatkozó információkat a Forgószerszámok katalógusban találja.
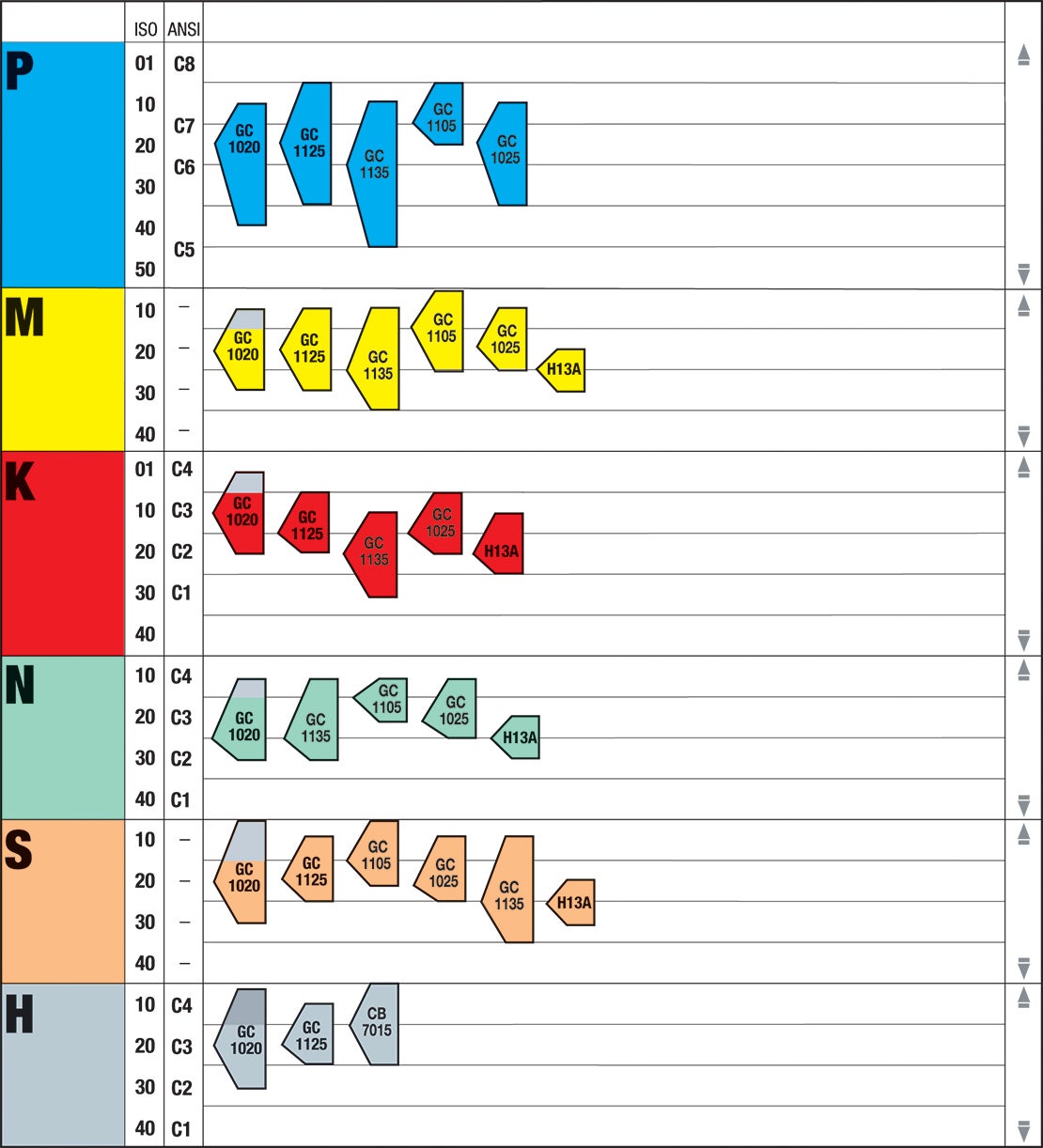
Lapkageometria
| ISO | MC szám | CMC szám | Geometriák | ||
| A | F | C | |||
| P | P1.1.Z.AN | 01.1 |

|

|

|
| P2.1.Z.AN | 02.1 |
|
|
| |
| P2.5.Z.HT | 02.2 |
|
|
| |
| P3.1.Z.HT | 03.21 | ||||
| M | M5.0.Z.AN | 05.11 |
|
|
|
| M1.0.Z.AQ | 05.21 |
|
|
| |
| M3.1.Z.AQ | 05.51 |
|
|
| |
| K | K1.1.C.NS | 07.2 |
|
| |
| K2.2.C.UT | 08.2 |
|
| ||
| K3.1.C.UT | 09.1 |
|
| ||
| N | N1.2.Z.UT | 30.11 |
|
|
|
| N3.2.C.UT | 33.2 |
|
|
| |
| S | S1.0.U.AN | 20.11 |
|
| |
| S2.0.Z.AG | 20.22 |
|
| ||
| S4.2.Z.AN | 23.21 |
|
| ||
ISO H esetén használjon CBN-lapkát, CB7015
= Első számú választás
= Második választás
= Alternatív választás
Minőségek
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649