
CoroMill® Dura
Sokoldalúan felhasználható tömör keményfém szármarók
Választék
| Kód | ZEFF | APMX | DC (mm) | Nyak | Forgácstörő | RE (mm) | Élletörés (mm) | Max. süllyedési szög | Telihoronymarási képesség |
| 1K212-XA/-XB | 2 | 1xD | 2–20 | - | - | - | 0,08–0,3 | 20° | 1xD |
| 1K232-XA/-XB | 2 | 2xD | 1–20 | - | - | - | 0,08–0,3 | 20° | 1,5xD |
| 1K312-XA/-XB | 3 | 1xD | 2–20 | - | - | - | 0,08–0,3 | 5° | 1,5xD |
| 1K333-XA/-XB | 3 | 2xD | 1–20 | - | - | - | 0,08–0,3 | 5° | 1xD |
| 1K324-XA/-XB | 4 | 1,5xD | 2–20 | - | - | - | 0,08–0,3 | 20° | 1,5xD |
| 1K334-XC/-XD | 4 | 2xD | 2–20 | igen | - | 0,2–4 | - | 20° | 1xD |
| 1K334-XB | 4 | 2xD | 6–20 | - | - | - | 0,13–0,3 | 20° | 1xD |
| 1K344-XD | 4 | 2.5xD | 6–20 | igen | - | - | 0,13–0,3 | 20° | 1xD |
| 1K354-XC/XD | 4 | 3xD | 2–20 | igen | igen | 0,2–4 | - | 5° | 0,25xD |
| 1K325-XA/-XB | 5 | 1,5xD | 3–20 | - | - | - | 0,08–0,3 | 10° | 1xD |
| 1K335-XC/XD | 5 | 2xD | 3–20 | igen | - | 0,2–4 | - | 10° | 0,5xD |
| 1K365-XC/XD | 5 | 3,5xD | 3–20 | igen | igen | 0,2–4 | - | 4° | - |
| 1K365-XD | 5 | 3,5xD | 6–20 | igen | igen | - | 0,13–0,3 | 4° | - |
| 1K337-XD | 7 | 2xD | 6–25 | igen | - | 0,5–4 | - | 5° | - |
| 1K357-XD | 7 | 3xD | 6–25 | igen | igen | 0,5–4 | - | 4° | - |
| 1K377-XD | 7 | 4xD | 6–25 | igen | igen | 0,5–4 | - | 3° | - |
Szerszámválasztás
Első számú választás


Plug and play megoldás
1K334/1K344 (z=4, APMX=2×D)
1K324 (z=4, APMX=1,5×Dc)
Valami konkrétabbra van szüksége?

Reteszhorony /DTH alkalmazások
1K212 (z=2, APMX=1×Dc)
1K232 (z=2, APMX =2×Dc)
1K313 (z=3, APMX =1×Dc)
1K333 (z=3, APMX =2×Dc)

Nagy sebességű palástmarás/Kis fogásfelvétel
1K354 (z=4, APMX=3×Dc)
1K365 (z=5, APMX=3.5×Dc)

Közepes–nagy fogásvételek/ Nagy sebességű palástmarás
1K325 (z=5, APMX=1.5×Dc)
1K335 (z=5, APMX=2×Dc)

Simítás/elősimítás
1K337 (z=7, APMX=2×Dc)
1K357 (z=7, APMX=3×Dc)
1K377 (z=7, APMX=4×Dc)
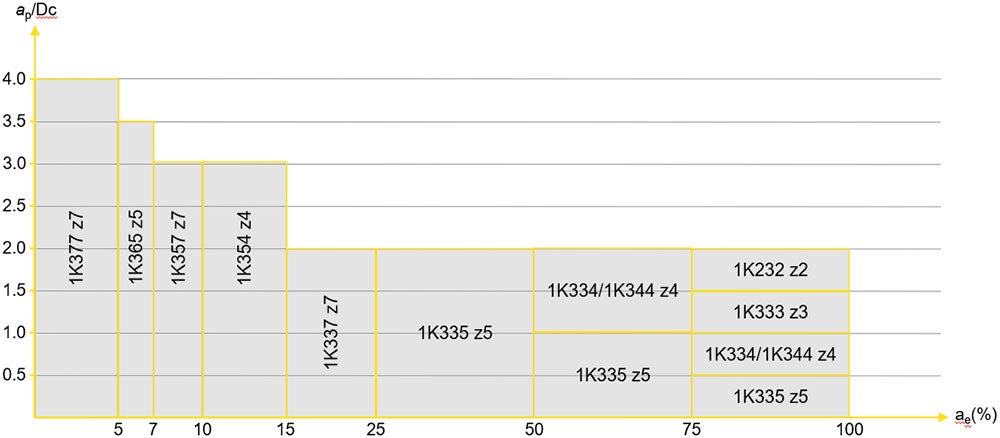
Maximális fogásvétel: ap/ae határértékek
Forgácsolási adatokra vonatkozó ajánlások
A forgácsolási adatokra vonatkozó ajánlások megtekintése.
Kód
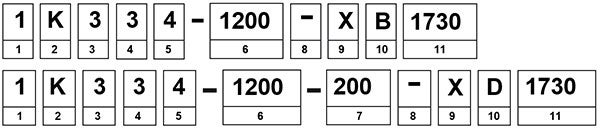
1. 1. sorozat
: Sokoldalú
2. Homlokgeometria
K: WhisperKut
3. Horony spirálszög
2: 25° <FHA≤35°
3: 35° <FHA≤45°
4. A szerszámtípus átlagos forgácsolási úthossza (APMX/DC)
1: 0,6–1,0 x DC
2: 1,1–1,5 x DC
3: 1,6-2,0 x DC
5: 2,6–3,0 x DC
6: 3,1–3,5 x DC
7: 3,6–4,0 x DC
5. Futási szám a különböző szerszámtípusok kódjainak megkülönböztetéséhez
2: Két horony
3: Három horony
4: Négy horony
5: Öt horony
7: Hét horony
6. Forgácsolási átmérő (DC) 1/100 mm-en
pl. 1200 = 12,00 mm
7. Sarokrádiusz 1/100 mm-en
pl. 200 = 2 mm
8. Hűtőközeg
- Nincs
C: Radiális kilépésű hűtőközeg
A: Axiális kilépésű hűtőközeg
9. Elsődleges ISO-anyag
X: Multi
10. Szár
A: Hengeres
B: Weldon
C: Hengeres nyakkal
D: Weldon nyakkal
11. Minőség
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649