
CoroDrill 460
Anyagok széles választékához használható, sokoldalú, nagy teljesítményű, tömör keményfém fúró. Mivel ez az egy fúró minden anyaghoz használható, a készlet csökkenthető és nagyobb a gépek rugalmassága is, így csökken a beállítási idő.
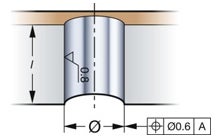
A furat
A furat három alapparamétere a következő: A furat típusa, a szükséges pontosság is hatással van a szerszámválasztásra. A fúrást befolyásolja a szabálytalan vagy ferde belépő/kilépő felület és keresztfuratok.

Az alkatrész
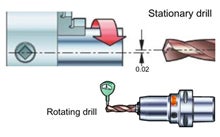
A furat elemzésekor tekintse meg a munkadarab anyagát, az alkatrész alakját és minőségét

A gép
A gép a következőket befolyásolja: Mindig vegye figyelembe:
Ajánlások
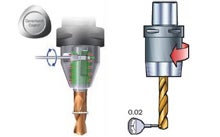
A termelékenységet nemcsak a minőség és a geometria befolyásolja, de a szerszám befogása és biztonságos és pontos rögzítése is. A legjobb stabilitás és furatminőség érdekében mindig Coromant Capto vagy CoroChuck 930 megoldást használjon a lehető legrövidebb fúróval és kinyúlással.

Forgácsolási adatok
Alkalmazási tippek
- Ajánlott hidraulikus precíziós tokmányok használata
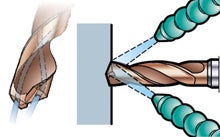
- Ajánlott belső hűtőközeg-ellátást használni, a minimálisan ajánlott nyomás 10 bar (145 psi)
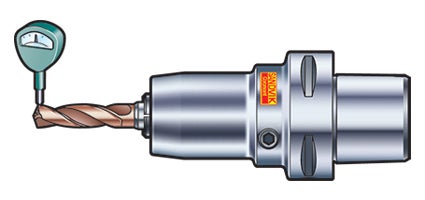
CoroChuck™ 930 A legnagyobb szorítóerő és pontosság érdekében
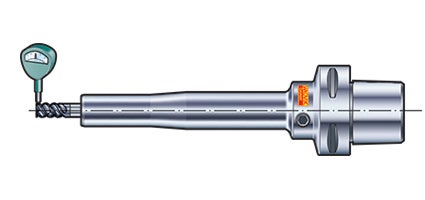
CoroChuck™ 930 pencil típus A jobb hozzáférhetőség érdekében
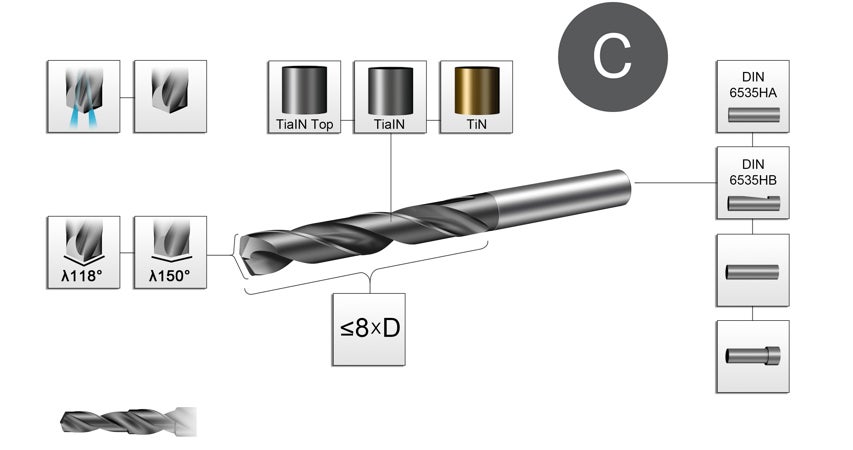
Termékválaszték
| Hossz/átmérő arány | Fúróátmérő, mm (col) | Hűtőközeg | Geometria | Szártípus | Minőség |
| 2–3 | 3–20 (0,118-0,787) | Belső/Külső | -XM | DIN 6535 HA | GC34 |
| 4-5 | 3–20 (0,118-0,787) | Belső/Külső | -XM | DIN 6535 HA | GC34 |
| 7-8 | 3–20 (0,118-0,787) | Belső | -XM | Coromant standard | GC34 |
Testreszabott megoldások
|
1. fúrótípus  |
| 2. fúrótípus  |
| 4. fúrótípus  |
| 5. fúrótípus  |
| 6. fúrótípus  |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649