
CoroDrill® 400
A járműipari alkalmazásokhoz optimalizált egyenes hornyú CoroDrill 400 termelékeny furatkészítést tesz lehetővé öntöttvas és alumínium alkatrészekben.
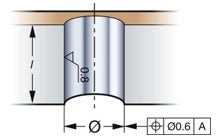
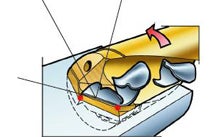
A furat
A furat három alapparamétere a következő: A furat típusa, a szükséges pontosság is hatással van a szerszámválasztásra. A fúrást befolyásolja a szabálytalan vagy ferde belépő/kilépő felület és keresztfuratok.

Az alkatrész
A furat elemzésekor tekintse meg a munkadarab anyagát, az alkatrész alakját és minőségét

A gép
A gép a következőket befolyásolja: Mindig vegye figyelembe:
Ajánlások
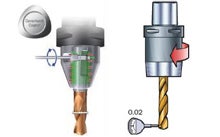
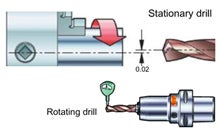
A termelékenységet nemcsak a minőség és a geometria befolyásolja, de a szerszám befogása és biztonságos és pontos rögzítése is. A legjobb stabilitás és furatminőség érdekében mindig Coromant Capto® vagy CoroChuck® 930 megoldást használjon a lehető legrövidebb fúróval és kinyúlással.

Forgácsolási adatok

Helyes szerszámválasztás
Segítség a megfelelő szerszám kiválasztásához.

A jó furatminőség elérése
A jó furatminőség eléréséhez fokozott odafigyelésre lehet szükség. Itt találhat néhány hasznos tippet a kezdéshez.

Kezdeti megfontolások
A forgácsolási sebesség a fő tényező az anyag keménysége mellett az éltartam és az energiafogyasztás meghatározásában.

Újraélezés
Élezze újra körszerszámát akár háromszor, jelentős költségeket megtakarítva az újraélezési szolgáltatásunk segítségével.
Alkalmazási tippek
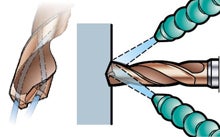
- Ajánlott hidraulikus precíziós tokmányok használata
- Ajánlott belső hűtőközeg-ellátást használni, a minimálisan ajánlott nyomás 10 bar (145 psi)
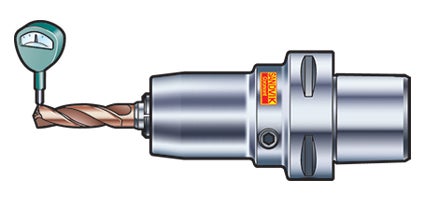
CoroChuck® 930 a legnagyobb szorítóerő és pontosság érdekében
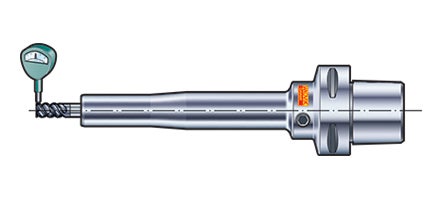
CoroChuck® 930 pencil típus a jobb hozzáférhetőség érdekében
Geometriaválasztás

A CoroDrill® 400 akkor ajánlott, ha tömör anyagban kell fúrni. Nagyobb horonytérfogattal rendelkezik a jobb forgácselvezetés érdekében.
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649