
CoroCut® QD
A legmegbízhatóbb rendszer daraboláshoz

MX tengely gyártási teszt
A CoroCut® QD -RM geometriával párosítva hosszabb éltartamot és jobb forgácskezelést kínál, mint a versenytárs.
| Alkatrész: | MX tengely |
| Anyag: | 42CrMo4+QT |
| Művelet: | Beszúrási művelet |
| Gép | Niles Simmons N30 |
| Hűtőközeg-hozzávezetés: | MX tengely |
100%
Éltartam
| CoroCut® QD | Versenytárs | |
| Lapka | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, rpm (ford/perc) | 290 | 290 |
| vc m/perc (láb/perc) | 160–180 (525–591) | 160–180 (525–591) |
| fn mm/ford (col/ford) | 0,3 (0,012) | 0,3 (0,012) |
| ap mm (col) | 2,7 (0,106) | 2,7 (0,106) |
| Éltartam: | 2 alkatrész | 1 alkatrész |

Darabolás Y tengelyes leszúrással NÉMETORSZÁG
| Alkatrész: | CoroChuck™ 930 |
| Anyag: | X40 és 16MnCr5 Ø102 mm |
| Művelet: | Darabolás |
| Gép | Gildemeister GMX400 & STAMA MC734/MT-2C |
3X
Nagyobb előtolási sebesség
| Referencia | Ajánlott | |
| Szerszám | QD-NN2H60C25A | QD-NN1H60C25AY |
| Lapka | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/perc (láb/perc) | 120 (394) | 120 (394) |
| fn mm/ford (col/ford), X40 anyag | 0,10 (0,004) | 0,30 (0,012) |
| fn mm/ford (col/ford), 16MnCr5-anyag | 0,15 (0,006) | 0,35 (0,014) |
A szivattyúadapter megmunkálása USA
Kihívás
Az ügyfél megoldást keresett a kiszámíthatatlan éltartammal és rossz termelékenységgel kapcsolatos problémáira.Eredmények
Néhány száz százalékkal több munkadarab élenként és rövidebb gyártási idő.
A CoroCut QD-re váltás előnyei
- Jobb éltartam, élenként 150–600 darab
- 43%-kal nagyobb termelékenység
- 34 órányi megtakarított gyártási idő
A CoroCut QD négyszer annyi alkatrészt munkált meg forgácsolóélenként, rövidebb idő alatt.
| Művelet | Ø46 mm-es (1,81 colos) rúd darabolása |
| A munkadarab anyaga | Rozsdamentes acél, P5.0.2.PH (320 HB) |
| Szerszám | QD-NG-0300-0003-CR 1135 |
| Lapka | QS-QD-RFG26C2525D |
+300%
éltartam
| CoroCut QD | Versenytárs | |
| Forgácsolási idő (perc) | 47 | 140 |
| vc m/perc (láb/perc) | 91,4 (300) | 64 (210) |
| fn mm/ford (col/ford) | 0,076 (0,003) | 0,089 (0,0035) |
| Éltartam (db) | 600 | 150 |
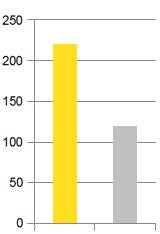
Rúd darabolása KÍNA
Nagyobb forgácsolási adatok esetén a CoroCut QD 83%-kal növelte az éltartamot. Ez köszönhető a felső és alsó hűtőfolyadék-hozzávezetésnek, a merev befogásnak és az erős lapkabevonatnak.
| Művelet | Ø46 mm-es (1,81 colos) rúd darabolása |
| A munkadarab anyaga | Rozsdamentes acél, P5.0.2.PH (320 HB) |
| Szerszám | QD-NG-0300-0003-CR 1135 |
| Lapka | QS-QD-RFG26C2525D |


CoroCut QD
Versenytárs
+83%
éltartam
| CoroCut QD | Versenytárs | |
| vc m/perc (láb/perc) | 105 (344) | 90 |
| fn mm/ford (col/ford) | 0,17 (0,007) | 0,15 (0,006) |
| Éltartam (db) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649