
CoroCut® QF
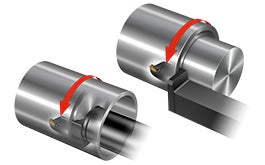
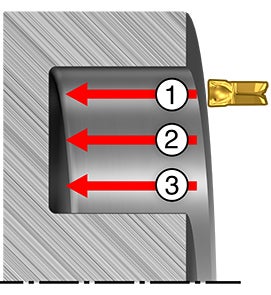
Biztonságos homlokbeszúrás
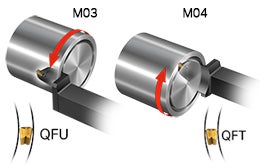
Óramutató járásával egyező vagy ellentétes orsóforgásirány
A vagy B ív
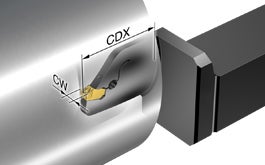
Lapkaszélesség
A horony kialakításához használja a lehető legszélesebb lapkát és szerszámot. A szélesebb szerszámtartók nagyobb merevséggel rendelkeznek, így nagyobb stabilitást biztosítanak.
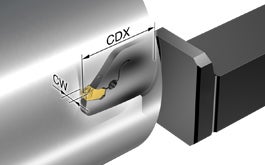
Maximális fogásmélység (CDX)
A maximális stabilitás érdekében mindig használja a lehető legrövidebb fogásmélységű szerszámot (CDX).




Alkalmazási tippek
Homlokbeszúrási módszerek
Az alkalmazástól függően a homlokbeszúráshoz néhány eltérő stratégia közül kell választani.
Ismerje meg, hogyan kell elvégezni a nagyolást axiális előtolással, a nagyolást palástesztergálással, a simítást és mély hornyok megmunkálását – egyéb fontos szempontokkal együtt.
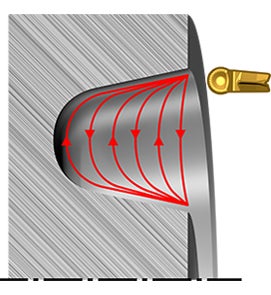
Nem lineáris szerszámutas profilmegmunkálás
A nemlineáris szerszámpálya profilozás a lapka teljes első élvonalát használja, és folyamatosan változtatja az érintkezési pontot a betét és a munkadarab között. Használja a módszert az optimalizált forgácskezelés, az egyenletes forgácsolási kopás érdekében és a megmaradó mechanikai feszültségek elkerülése érdekében.

Nagy pontosságú hűtőfolyadék-hozzávezetés
Akkor is nagy pontosságú hűtőközeg-hozzávezetéssel rendelkező homlokbeszúró szerszámokat alkalmazzon, ha berendezésének maximális hűtőközegnyomása alacsony szintű (7‒10 bar (102‒145 PSI)).
A nagy pontosságú hűtőközeg-hozzávezetés javítja a forgácselvezetést, és csökkenti annak a kockázatát, hogy a forgács bent ragad a horonyban.
A megfelelő forgácskezelés és forgácselvezetés érdekében használja a lehető legmagasabb nyomású hűtőfolyadékot, akár 80 bar (1160 PSI) értékig.
Ajánlások
| Forgácsolási szélesség (CW), mm (col) |
Maximális fogásmélység tartománya (CDX), mm (col) |
Minimális első fogásvételi átmérők (DAXIN), mm (col) |
Minimális sarokrádiusz, mm (col) |
| 3 (0,118) | 20–30 (0,79–1,18) | 30 (1,18) | 0,2 (0,008) |
| 4 (0,157) | 22–38 (0,87–1,50) | 30 (1,18) | 0,2 (0,008) |
| 6 (0,236) | 26–38 (1,02–1,50) | 45 (1,77) | 0,4 (0,016) |
| 8 (0,315) | 33–50 (1,30–1,97) | 60 (2,36) | 0,8 (0,031) |
Elsősorban ajánlott minőségek és geometriák

|  |

|  | |
| A munkadarab anyaga | Mély és széles horony | Mély és keskeny horony | Kovácsolt anyag simítása | Profilmegmunkálás |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- A -TF geometria kiválóan használható beszúráshoz axiális és palástelőtolással általános alkalmazásokban.
- A köszörült -GF geometria jó pontosságot és megismételhetőséget kínál a horony tekintetében. A fő alkalmazási terület a beszúrás axiális előtolással. A -GF használható simításhoz palástelőtolással, de általánosan nem ajánlott palástesztergáláshoz.
- A -RM geometria profilmegmunkáláshoz készült, és jól használható axiális és palástelőtolással is. A teljes szélességű beszúrás axiális előtolással nem ajánlott körlapkákhoz.
Kód
QS™ szárak és szárak
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Termékcsalád
- Orsó forgásiránya
T - Az óramutató járásával egyező az orsó forgásiránya
U - Az óramutató járásával ellentétes az orsó forgásiránya - Szerszám irányultsága
R – jobbos
L – balos
- Szerszámtartó stílusa
F – 0º
G – 90º - Lapkafészek mérete
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Maximális fogásmélység (CDX)
- Hűtőközeg-hozzávezetés
- Szár mérete
2525 – 25x25 mm
16 – 16/16 col
3232 – 32x32 mm - Min. átmérő az első fogásvételnél mm-ben (DAXIN)
- Ív típusa
A – Belső megmunkáláshoz
B – Homlokbeszúráshoz csapig
CoroTurn® SL fejek
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Csatlakozó
SL - Termékcsalád
- Orsó forgásiránya
T – Az óramutató járásával egyező az orsó forgásiránya
U – Az óramutató járásával ellentétes az orsó forgásiránya
- Szerszám irányultsága
R – jobbos
L – balos - Lapkafészek mérete
G – 3 mm
H – 4 mm
K – 6 mm - Maximális fogásmélység (CDX)
- Hűtőközeg
C – Nagy pontosságú hűtőközeg-hozzávezetés - Szár mérete
2525 – 25x25 mm
16 – 16/16 col - Min. átmérő az első fogásvételnél mm-ben (DAXIN)
- Ív típusa
A – Belső megmunkáláshoz
B – Homlokbeszúráshoz csapig
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Csatlakozóméret
C = Coromant Capto
CZZMSDCON
C5 50 mm
C6 63 mm
C8 80 mm - Termékcsalád
- Orsó forgásiránya
T – Az óramutató járásával egyező az orsó forgásiránya
U – Az óramutató járásával ellentétes az orsó forgásiránya
- Szerszám irányultsága
R – jobbos
L – balos - Lapkafészek méret
K – 6 mm
L – 8 mm - Maximális fogásmélység (CDX)
- Hűtőközeg-hozzávezetés
- Min. átmérő az első fogásvételnél mm-ben (DAXIN)
- Ív típusa
A – Belső megmunkáláshoz
B – Homlokbeszúráshoz csapig
Lapkák
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Termékcsalád
- Orsó forgásiránya
T – Az óramutató járásával egyező az orsó forgásiránya
U – Az óramutató járásával ellentétes az orsó forgásiránya
- Lapkafészek mérete
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Lapkaszélesség (CW)
0,400–4 mm
0,300–3 mm
- Lapka sarokrádiusza
02 – 0,20 mm
03 – 0,30 mm
04 – 0,40 mm
08 – 0,80 mm - Lapkageometria
TF – Beszúráshoz és palástesztergáláshoz
GF – Beszúráshoz köszörült
RM – Profilmegmunkáláshoz
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649