
CoroMill 415
Kis átmérőjű, nagy előtolású homlokmaró
Nyomatékérték
A helyes nyomatékértékek 0,6 Nm az IC05-nél és 1,2 Nm az IC07-nél.

Szerelési útmutató
Új lapka felhelyezésekor alaposan tisztítsa meg a csúcsfészket. Kis mérete miatt ajánlott az IC05 lapka forgácsolóélének cseréje, amikor eléri a maximális 0,15 mm-es (0,006 col) hátkopást (Vb) az ISO M és ISO S anyagok esetén.
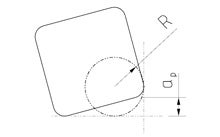
Programozási sugarak
A programozási sugarak 1,5 mm-esek (0,059 col) az IC05 és 2,2 mm-esek (0,087 col) az IC07 esetében. A különböző geometriák esetében helyes R és ap értékek az ajánlásokban találhatók.

Hűtőközeg-csatlakozás
Standard belső hűtés, radiális kilépéssel minden forgácsolótesthez.
Alkalmazási tippek

Forgácsképzés
A sikeres forgácsképzés és forgácselvezetés kulcsfontosságú a kiváló minőségű marási műveletek esetén. Tudjon meg többet arról, hogyan képezzen tökéletes forgácsokat, és ne feledje az aranyszabályt: Vastagról vékonyra.
Marószerszám pozíciója
Minden egyes alkalommal, amikor egy maróél belép egy vágatba, ütés jellegű terhelés éri. A sikeres marás érdekében fontos figyelembe venni a szerszámél és a megmunkálandó munkadarab anyaga közötti megfelelő érintkezést, a vágatba történő belépés és kilépés esetén egyaránt.
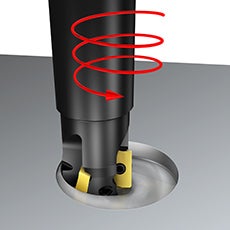
Három fontos dolog a sikeres mélyítéshez
A mélyítés egy hatékony módja a munkadarab megközelítésének zsebek megmunkálásánál. Három fontos meggondolást érdemes figyelembe venni a sikeres mélyítési műveletekhez.
Technológiai javaslat
Forgácsolási adatok
| IC | ISO csoport | MC | Kezdőértékek | |
| Vc (mm/perc) | fz (mm/fog) | |||
| 05 | P | P1.2.Z.AN | 240 | 0,48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,48 | |
| IC | ISO csoport | Anyag példák | Kezdőértékek | |
| Vc (mm/perc) | fz (mm/fog) | |||
| 07 | P | P1.2.Z.AN | 240 | 0,55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,55 | |
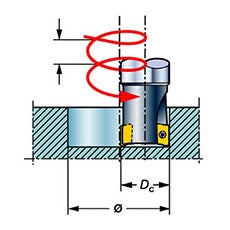
Csavarvonal-interpoláció
CoroMill® 415 |
||||||
| Maróátm. | iC 05 | iC 07 | ||||
| Mélyítőszög (α°) | b | 4.1 | Mélyítőszög (α°) | b | 5.5 | |
| max ap | 0.85 | max ap | 1.2 | |||
| max Dm | min Dm | max Dm | min Dm | |||
| 13 | 0,848 | 24,8 | 18 | |||
| 16 | 0,97 | 30,8 | 24 | |||
| 20 | 0,616 | 38,8 | 32 | 0,56 | 38 | 28 |
| 25 | 0,64 | 48,8 | 42 | 0,61 | 48 | 38 |
| 32 | 0,65 | 62,8 | 56 | 0,63 | 62 | 52 |
| 40 | 0,48 | 78 | 68 | |||
Programozási sugár és a maximális fogásmélység
| Lapkakód | ap, mm (col) | R, mm (col) |
| 415N-05 02 06M-M30... | 0,85 (0,033) | 1,5 (0,059) |
| 415N-05 02 12M-M30... | 0,85 (0,033) | 2,0 (0,079) |
| 415N-07 03 10M-M30... | 1,2 (0,047) | 2,2 (0,087) |
| 415N-07 03 20M-M30... | 1,2 (0,047) | 2,8 (0,110) |
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649