
CoroBore® BR30
Háromélű nagyoló kiesztergáló szerszámok a maximális termelékenység érdekében
Utasítások

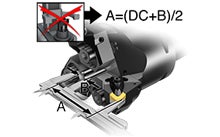
Átmérőbeállítás
Ha nem áll rendelkezésre előbeállító, az átmérő a csap–lapka távolság mérésével és a csapátmérő felének levonásával állítható. Az effektív kiesztergálási átmérőhöz meg kell szorozni kettővel.

Nyomaték
Mindig használjon nyomatékkulcsot a lapka és a szerszámszerelvény csavarjainak előírt nyomatékkal történő meghúzásához.

Lézeres jelölésű skála
Az átmérő beállítását a csatlakozóelemen található lézeres jelölésű skála segíti.




Alkalmazási tippek

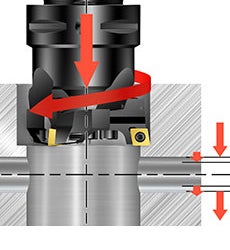
Zsákfurat
Zsákfurat megmunkálásánál nagyon fontos biztosítani a megfelelő forgácseltávolítást.
A helyes forgácsolási adatok elengedhetetlenek a megfelelő forgácsképzés elérésében
Ellenőrizze, hogy a forgácsok nem torlódnak fel vagy koptatják a lapkákat
A hűtőfolyadék-nyomásnak és tömegáramnak elégnek kell lennie a forgácseltávolításhoz
A függőleges gépeknél nehezebb megoldani a hatékony forgácseltávolítást, mint a vízszintes gépeknél
Megszakított forgácsolás
A megszakított forgácsolás, például keresztfuratok megmunkálása, nagy igényeket támaszt a forgácsolási feltételek tekintetében.
Válasszon egy szívós minőséget
Válasszon erős, négyzetes negatív lapkát a jobb folyamatbiztonsághoz stabil körülmények között.
Durva megszakítások esetén csökkentse a forgácsolási adatokat
Középponton kívüli furatok
Ha az előre megmunkált furat és a kiesztergáló szerszám középvonalai nem esnek egybe, a fogásmélység a furat egyik oldalán nagyobb lehet.
Egy jó megoldás ezekre az alkalmazásokra a lépcsős kiesztergálás, amellyel a nagyobb fogásmélység elérhető. Az aszimmetrikus forgácsolóerők meghajlíthatják a szerszámot, és egy kis maradék excentrikusságot vagy rezgéseket okozhatnak, különösen hosszú túlnyúlású szerszámszerelvények használatakor.

Homokzárványok
Az öntött alkatrészekben előforduló homokzárványok a lapkák jelentősebb kopását okozhatják.
Technológiai javaslat:
• Válasszon egy szívós minőséget
• Csökkentse a forgácsolási adatokat
• Válasszon erős, négyzetes negatív lapkát a jobb folyamatbiztonsághoz és a minimalizált kopáshoz.
Ajánlások
Forgácsolási adatok
Általános ajánlások a nagyoló kiesztergáláshoz:
- Kiindulási adatok: Vc 200 m/min (akkor érvényes, ha a vc a lapkadobozon nagyobb, mint vc 200 m/min) rövid kinyúlás esetén, de ellenőrizze a lapkadoboz előtolását és fogásmélységének ajánlásait
- vc = a címkén ajánlott adat 50%-a. Ha rezgés lép fel, csökkentse a sebességet és növelje az előtolást. Ne használja a maximum ajánlott előtolást és ap értéket egyidejűleg!
Gépkorlátozások:
Mindig győződjön meg arról, hogy a gép biztosítja a szükséges nyomatékot és teljesítményt az adott kiesztergálási alkalmazáshoz.
Forgácsolási adatok: CoroBore® 111
| Rendelési kód | Minőség | Előtolási tartomány (fn) | Fogásmélység (ap) | Forgácsolási sebesség (vc) | ||||||
| Min | Max | Ajánlott | Min | Max | Ajánlott | Min | Max | Ajánlott | ||
| SPMT0606-BR | 4325 | 0,10 | 0,25 | 0,20 | 0,6 | 4,5 | 2,0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0,15 | 0,30 | 0,25 | 0,6 | 4,5 | 2,0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0,15 | 0,35 | 0,20 | 0,8 | 6,5 | 2,5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0,10 | 0,25 | 0,20 | 0,8 | 6,5 | 2,2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0,20 | 0,50 | 0,30 | 0,8 | 6,5 | 2,5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,8 | 6,5 | 2,2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0,15 | 0,40 | 0,25 | 1,2 | 9,0 | 3,0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0,10 | 0,30 | 0,20 | 1,0 | 9,0 | 2,5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0,20 | 0,50 | 0,30 | 1,2 | 9,0 | 3,0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 9,0 | 2,5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0,20 | 0,40 | 0,30 | 1,2 | 1,0 | 3,8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0,20 | 0,30 | 0,25 | 1,0 | 12,0 | 3,0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0,25 | 0,50 | 0,30 | 1,2 | 12,0 | 3,8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 12,0 | 3,0 | 10 | 20 | 15 |
Meghúzási nyomaték
Lapkacsavar
| ISO | ANSI | Nem ISO | Kód | Méret | Torx Plus | Nm | láb-font |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR30
| | Lapka 90° | Lapka 84° | |||||||||||
| Méret | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Láb-font | Csavarméret | ISO | ANSI | Non-ISO | Nm | Láb-font | Csavarméret |
| A | 35 | 40,5 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | ||
| 39,5 | 45 | CC06 | CC2(1.5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | |||
| B | 44 | 50,5 | CC06 | CC2(1.5) | 9 | 6,6 | M 4 | SP06 | 9 | 6,6 | M 4 | ||
| 49,5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6,6 | M 5 | SP08 | 9 | 6,6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11,8 | M 6 | SP08 | 16 | 11,8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | |||
| D | 69 | 78,5 | CC12 | CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | ||
| 77,5 | 87 | CC12 | CC43 | 16 | 11,8 | M 6 | SP12 | 16 | 11,8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN12 | SN43 | SP13 | 75 | 55,3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN13 | SN44 | SP14 | 75 | 55,3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN14 | SN45 | SP15 | 75 | 55,3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55,3 | M 10 | SN15 | SN46 | SP16 | 75 | 55,3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75,0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75,0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75,0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75,0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
Szerszámtartók
A hajlítási merevség és nyomatékátvitel fontos tényezői a szerszámtartó furatesztergáló műveletekhez történő kiválasztásának. Az első számú választás mindig a Coromant Capto csatlakozójú szerszám legyen a kiváló ismételhetőség és a piacon elérhető legjobb stabilitás érdekében.
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!

Sandvik Magyarország Kft.
+3614088649