
T-Max®
Pour un tournage productif ou des matériaux difficiles à usiner.
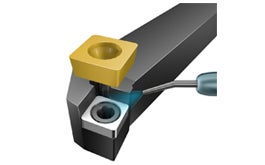
Insert seat
Clean and inspect insert seat for damaged locations and support for cutting edge.
Shims and shim seats
Ensure that shim corners have not been knocked off during machining or handling and shim seats should have no edge build up.

Contact faces
Check supporting and contact faces, making sure there is no damage or dirt.

Clamping
In boring operations, it is important to have the best possible clamping. If not supported, overhang will be increased and might create vibration.
Recommendations
CBN Insert grade
| Machining conditions | K | H |
| Continuous | CB7925 | CB7925 |
| Light interrupt | CB7925 | CB7925 |
| Medium interrupt | CB7925 | CB7925 |
| Heavy interrupt | CB7925 | CB7925 |
CBN edge preparation
| Machining conditions | K | H |
| Continuous | S | S |
| Light interrupt | S | S |
| Medium interrupt | S | S |
| Heavy interrupt | S | S |
Ceramic insert grade
| Machining conditions | K | S | H |
| Pre-machined / Continuous | CC620 CC650 |
CC6220 & CC6230 CC6160 / CC6060, CC670 |
CC6050 |
| Scale / Light interrupted | CC6190 | CC6165 / CC670 | CC670 |
Ceramic edge preparation
| Machining conditions | K | S | H |
| Pre-machined / Continuous | T | T / E | S |
| Scale / Light interrupted | T | T / E | S / T |

|
E = Hone |

|
S = Chamfer + Hone |

|
T = Chamfer |
See our complete insert offer for Turning
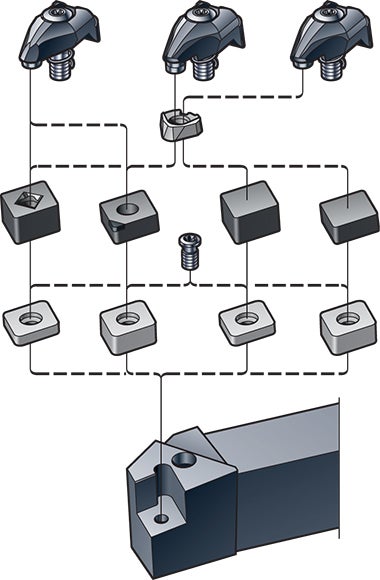
T-Max® clamp types & rigid clamp sets for insert with and without hole
| Clamp types | |||
| -2 | Ceramic inserts with hole |

|
|
| -4 | Ceramic inserts without hole |

|
|
| -ID | Clamp for RNGN and RCGX inserts and SNGN 09 |

|

|
| -IC | Clamp for SNGN19 | ||
| -A | Holders for RCGX |

|

|
| R/L176.9 | Holders for RCGX06 |

|

|
|
STD: Rigid clamp set for carbide/CBN & Ceramic* insert with dimple/hole - 2: Rigid clamp set with pressure plate for ceramic/CBN insert with dimple/hole - 4: Rigid clamp set with pressure plate for for Ceramic* & CBN insert without hole * Use thinner shim for 07 insert thickness |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057