
T-Max® P
Tournage extérieur productif de pièces de moyenne à grande taille

Insert seat
Clean and inspect insert seat for damaged locations and support for cutting edge
Shims and shim seats
Ensure that shim corners have not been knocked off during machining or handling and shim seats should have no edge build up

Contact faces
Check supporting and contact faces, making sure there is no damage or dirt.

Clamping
In boring operations, it is important to have the best possible clamping. If not supported, overhang will be increased and might create vibration.

Application tips
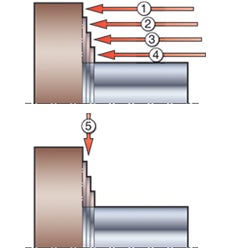
Évitez les bourrages de copeaux
Tournage en direction de l'épaulement (étapes 1 à 4) et arrêt avant la cote finale de l'épaulement. Conserver la même avance pour les 4 étapes pour éviter les bourrages de copeaux. Pour la coupe finale (5) de l'épaulement, il est recommandé d'effectuer une coupe verticale en partant du diamètre extérieur et en avançant vers le diamètre intérieur.

Moins de vibrations
Les machines à deux tourelles – une tourelle supérieure et une inférieure – sont recommandées pour éviter les vibrations. Le montage équilibre les forces et stabilise le process ; les vibrations sont évitées, de même que la flexion de la pièce.
Recommendations
Insert and system
External operation
| Finishing | Medium | Roughing | |
| Insert shape | C | C | C |
| Insert size | 12 | 12 | 12 |
| Entering angle | 95° | 95° | 95° |
| Clamping | Lever | Lever | Lever |
Internal operations
| Fishing | Medium | Roughing | |
| Insert shape | C | C | C |
| Insert size | 12 | 12 | 12 |
| Entering angle | 95° | 95° | 95° |
| Clamping | Lever | Lever | Lever |
Insert grade
| Machining conditions | P | M | K | S | H |
| Good | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Average | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Difficult | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Insert geometry
| Operation | P | M | K | S | H |
| Finishing | -PF | -MF | -KF | -SF | S01525 |
| Medium | -PM | -MM | -KM | -SM | S01525 |
| Roughing | -PR | -MR | -KR | -SMR | S02035 |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057