
CoroCut® QD
Le système le plus fiable pour le tronçonnage

Test de fabrication d'arbre MX
Les lames CoroCut® QD avec géométrie -RM ont permis d'atteindre une durée de vie plus longue et un meilleur contrôle des copeaux par rapport au produit concurrent.
| Pièce : | Arbre MX |
| Matériau : | 42CrMo4+QT |
| Opération : | Rainurage de gorge |
| Machine | Niles Simmons N30 |
| Arrosage : | Arbre MX |
100%
Durée de vie d'outil
| CoroCut® QD | Outil concurrent | |
| Plaquette | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, tr/min | 290 | 290 |
| vc m/min (pieds/min) | 160–180 (525–591) | 160–180 (525–591) |
| fn mm/tr (pouces/tr) | 0,3 (0,012) | 0,3 (0,012) |
| ap mm (pouces) | 2,7 (0,106) | 2,7 (0,106) |
| Durée de vie de l'outil : | 2 pièces | 1 pièces |

Tronçonnage avec l'axe Y ALLEMAGNE
| Pièce : | CoroChuck™ 930 |
| Matériau : | X40 et 16MnCr5 Ø102 mm |
| Opération : | Tronçonnage |
| Machine | Gildemeister GMX400 & STAMA MC734/MT-2C |
3X
Avance plus élevée
| Référence | Recommandé | |
| Outil | QD-NN2H60C25A | QD-NN1H60C25AY |
| Plaquette | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/min (pieds/min) | 120 (394) | 120 (394) |
| fn mm/tr (pouces/tr), matériau X40 | 0,10 (0,004) | 0,30 (0,012) |
| fn mm/tr (pouces/tr), matériau 16MnCr5 | 0,15 (0,006) | 0,35 (0,014) |
Usinage d'un adaptateur de pompe États-Unis
Contexte :
Le client recherchait une solution pour résoudre ses problèmes d'imprévisibilité de la durée de vie de l'outil et de mauvaise productivité.Résultats
Plusieurs centaines de pourcents de pièces en plus par arête et temps de production raccourci.
Avantages de CoroCut QD
- Durée de vie d'outil plus longue ; 600 pièces par arête au lieu de 150
- Gain de productivité de 43 %
- 34 heures de production économisées
Avec CoroCut QD, il a été possible de produire quatre fois plus de pièces par arête en un temps beaucoup plus court.
| Opération | Tronçonnage d'une barre, Ø46 mm (1,81 pouce) |
| Matériau usiné | Acier inoxydable, P5,0,2,PH (320 HB) |
| Outil | QD-NG-0300-0003-CR 1135 |
| Plaquette | QS-QD-RFG26C2525D |
+300 %
Durée de vie
| CoroCut QD | Outil concurrent | |
| Temps de coupe (min) | 47 | 140 |
| vc m/min (pieds/min) | 91,4 (300) | 64 (210) |
| fn mm/tr (pouces/tr) | 0,076 (0,003) | 0,089 (0,0035) |
| Durée de vie (pces) | 600 | 150 |
Tronçonnage d'une barre CHINE
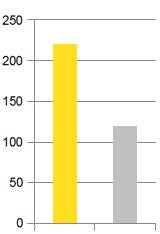
La durée de vie de CoroCut QD est 83 % plus longue et les conditions de coupe sont plus élevées. Ces performances sont rendues possibles par l'arrosage par le dessus et le dessous, par la rigidité du serrage et par la résistance du revêtement des plaquettes.
| Opération | Tronçonnage d'une barre, Ø46 mm (1,81 pouce) |
| Matériau usiné | Acier inoxydable, P5,0,2,PH (320 HB) |
| Outil | QD-NG-0300-0003-CR 1135 |
| Plaquette | QS-QD-RFG26C2525D |


CoroCut QD
Outil concurrent
+83 %
Durée de vie
| CoroCut QD | Outil concurrent | |
| vc m/min (pieds/min) | 105 (344) | 90 |
| fn mm/tr (pouces/tr) | 0,17 (0,007) | 0,15 (0,006) |
| Durée de vie (pces) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057