
CoroCut® 2
Nouveau concept, plus d'avantages
Cas client
Durée de vie d’outil plus longue
Durée de vie de l’outil
Coût par pièce
| Composant: | Arbre supérieur |
| Segment industriel : | Automobile |
| Matériel: | P1.2.Z.HT (S45C) |
| Opération: | Raie |
| Machine: | As |
Défi: Pour améliorer la durée de vie de l’outil et réduire les problèmes de rupture des plaquettes.
Résultat: Avec CoroCut® 2, le client a augmenté la durée de vie de l’outil de 130%.
| Concurrent | Sandvik Coromant | |
| Outil | - | C2R-RS25-LE08B |
| Insérer | - | C2I-E2N-0200-0002-CM 4425 |
| N, vitesse de rotation | 2300 | 2600 |
| vc, m/min (ft/min) | 110 (361) | 120 (394) |
| fn, mm/tr (po/tr) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, mm (pouce) | 6 (0.236) | 6 (0.236) |
| Temps de coupe, sec | 8 | 8 |
| Critères d’indexation | Risque de rupture de la plaquette | Durée de vie d’outil prédéterminée |
| Durée de vie de l’outil, pcs | 350 | 800 |
Cas client
Durée de vie d’outil plus longue
Augmentation de la durée de vie
Profil en V

Profil de rail

| Composant: | Base du joint d’admission de soupape normalement ouverte |
| Segment industriel : | Électronique |
| Matériel: | Acier inoxydable 304, M1.0.Z.AQ, 200 HB |
| Opération: | Tronçonnage |
| Caloporteur: | 50 bars d’huile externe |
| Machine: | Machine CNC à poupée mobile |
Défi: Le mouvement de la plaquette à profil en V du client entraîne une coupe excessive ou une coupe insuffisante.
Résultat: Avec la plaquette CoroCut® 2 à profil de rail, la durée de vie de l’outil est augmentée de 71% par arête.
| Concurrent | Sandvik Coromant | |
| Outil | - | C2R-RS16-LE17DS |
| Insert | - | C2I-E2N-0200-0002-CM 1225 |
| n, tr/min | 1800 | 1800 |
| fn, mm/tr (po/tr) | 0.05 (0.002) | 0.05 (0.002) |
| ap, mm (pouce) | 0.3 (0.012) | 0.3 (0.012) |
| Temps de coupe, sec | 6 | 6 |
| Raison du changement d’outil | Critère d’usure prédéterminé | Critère d’usure prédéterminé |
| Durée de vie de l’outil, pcs | 700 | 1200 |
Cas client
Durée de vie d’outil plus longue
Augmentation de la durée de vie de l'outil
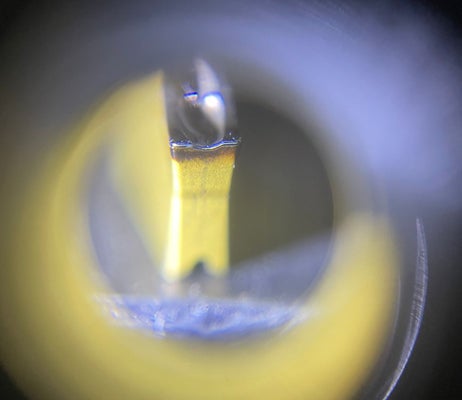
Usure des plaquettes après 85 pièces

| Composant: | Coupe molaire |
| Segment industriel : | Médical |
| Matériel: | Alliage Cobalt-chrome Mo 310 HB |
| Opération: | Tournage ébauche |
| Caloporteur: | Emulsion, externe |
| Machine: | Okuma LT2000 |
Défi: Le client a demandé des performances RCMT optimisées. Concurrent et Sandvik Coromant ont fait la comparaison à l’essai.
Résultat: Avec la mise en place de CoroCut® 2, nous avons doublé de manière remarquable les performances par arête de coupe par rapport au système concurrent.
| Concurrent | Sandvik Coromant | |
| Outil | - | RF123H051-12BM |
| Skär | - | C2I-H2N-0500-RM 1225 |
| N, vitesse de rotation | 700 | 700 |
| vc, m/min (ft/min) | 70 (230) | 70 (230) |
| fn, mm/tr (po/tr) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, mm (pouce) | 0.75 (0.030) | 0.75 (0.030) |
| Temps de coupe, sec | 20 | 20 |
| Raison du changement d’outil | Risque de rupture de la plaquette | Risque de rupture de la plaquette |
| Durée de vie de l’outil, pcs | 30 | 60 |
Cas client
Durée de vie d’outil plus longue
Augmentation de la productivité
Réduction des coûts
Vis médicale

| Composant: | Vis |
| Segment industriel : | Médical |
| Matériel: | Acier inoxydable 40 HRC |
| Opération: | Tronçonnage |
| Caloporteur: | Arrosage par brouillard |
| Machine: | Poupée mobile (Citizen) |
Défi: Augmenter la durée de vie de l’outil, le contrôle des copeaux, réduire le temps de cycle et le coût à la pièce
Résultat: Réduction du temps de cycle et du coût à la pièce grâce à l’augmentation de la durée de vie de l’outil. Le contrôle des copeaux a également été amélioré.
| Concurrent | Sandvik Coromant | |
| Outil | - | C2R-QS12-RE11AD |
| Insérer | - | C2I-E2N-0200-0004-GF 1225 |
| N, vitesse de rotation | 995 | 1393 |
| vc, m/min (ft/min) | 25 (82) | 35 (115) |
| fn, mm/tr (po/tr) | 0.03 (0.001) | 0.08 (0.003) |
| ap, mm (pouce) | 4 (0.157) | 4 (0.157) |
| Temps de coupe, sec | 2 | 1.08 |
| Durée de vie de l’outil, pcs | 700 | 1500 |
Cas client
Durée de vie d’outil plus longue
Durée de vie de l’outil

| Composant: | Raccord |
| Segment industriel : | Automobile |
| Matériel: | M1.0.Z.AQ (304 L) |
| Opération: | Tronçonnage 2 mm Diamètre de la pièce 11 mm |
| Machine: | Citizen |
Défi: Le client souhaitait augmenter la durée de vie de l’outil, réduire le coût à la pièce, améliorer la qualité de surface et réduire la formation de bavures.
Résultat: Avec CoroCut® 2, le client a pu surmonter tous les défis et augmenter la durée de vie de l’outil de 140%.
| Concurrent | Sandvik Coromant | |
| Insert | - | C2I-E2N-0200-0002-CM1225 |
| N, vitesse de rotation | 2400 | 2400 |
| vc, m/min (ft/min) | 83 (272) | 83 (272) |
| fz, mm/z (in/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, mm (pouce) | 5.5 (0.217) | 5.5 (0.217) |
| Temps de coupe, sec | 5 | 5 |
| Critères d’indexation | Formation de bavures | Absence de bavures, usure nominale en dépouille |
| Durée de vie de l’outil, pcs | 250 | 600 |
Cas client
Meilleur contrôle des copeaux
Augmentation de la productivité
Réduction des coûts
| Composant: | Piston de fond de trou |
| Segment industriel : | Pétrole et gaz |
| Matériel: | P1.1.Z.HT |
| Opération: | Usiner 14 gorges sur le diamètre extérieur |
| Machine: | Mazak Quick Turn Nexus 250 |
Défi: Un mauvais contrôle des copeaux retarde les machines et ralentit la productivité.
Résultat: Le système CoroCut® 2 et QS™ avec arrosage par le dessus et le dessous améliore le contrôle des copeaux. Le client peut utiliser des conditions de coupe plus élevées et ainsi réduire le coût global par pièce.
| Concurrent | Sandvik Coromant | |
| Outil | - | C2R-QSA16-RH25-CB |
| Skär | - | C2I-H2N-0400-0004-TF 4425 |
| vc, m/min (ft/min) | 152 (500) | 244 (800) |
| fn, mm/tr (po/tr) | 0.10 (0.004) | 0.15 (0.006) |
| ap, mm (pouce) | 3.8 (0.150) | 3.8 (0.150) |
| Caloporteur: | Arrosage par l’extérieur | À travers l’outil, par le dessus et par le dessous |
| Durée de vie de l’outil, pcs | 20 | 38 |
Performance
Nuance GC1225
Augmentation de la durée de vie de l'outil
GC1125

GC1225

| Composant/segment : | Composant automobile |
| Matériel : | Usiné, P2.1.Z.AN, 180 HB |
| Opération : | Gorges extérieures, finition, émulsion |
Résultat : La nuance GC1225 a prolongé la durée de vie de l'outil de 36 % par rapport à la nuance GC1125.
| Réf. GC1125 | Réf. GC1225 | |
| Insert | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, m/min (ft/min) | 260 (853) | 260 (853) |
| fn, mm/tr (po/tr) | 0.15 (0.006) | 0.15 (0.006) |
| Durée de vie de l’outil, pcs | 178 | 243 |
Performance
Porte-outils avec arrosage de précision
Productivité
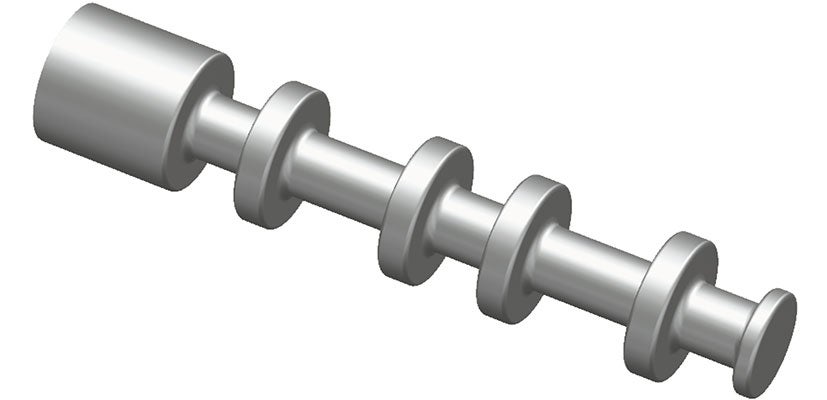
| Composant/segment : | Arbre à cames |
| Matériel : | 4340 AISI P2.2.Z.AN |
| Opération : | Usinage de poches (méthode de la forme d’onde) |
| Machine : | Okuma LT3000 |
Résultat : Les nouveaux porte-outils offrent des conditions de coupe plus élevées et ont une durée de vie nettement plus longue.
| Serrage par ressort | Pince à vis | |
| Outil | RF123J00C16E | C2R-QSA16-RJ25CB |
| Insert | N123J2-0600-RM | N123J2-0600-RM |
| n tr/min | 1300 | 1300 |
| vc, m/min (ft/min) | Variable | Variable |
| fz mm/tr (po/tr) | 0.45 (0.018) | 0.55 (0.022) |
| ap mm (pouce) | 1.2 (0.047) | 1.2 (0.047) |
| Durée de vie de l’outil, pcs | 20 | 20 |
| Résultat: | Nécessité de changer le porte-outil toutes les 6 à 8 semaines | Le nouveau porte-outil dure au moins 6 mois |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057