
CoroMill® MS20
Le fraisage d'épaulements redéfini
Vue d'ensemble de la gamme
Corps de fraises
| Plage de diamètres de fraise | 15.8 à 84 mm (équivalent pouces) | |
| Interface du corps de fraise | Queue cylindrique, Coromant® EH, MSSC, mandrin, Coromant Capto® et Weldon (pouces) | 119 articles |
| Interface du corps de fraise | CIS et Weldon (métrique) | 13 articles |

La famille CAPP M253 est disponible pour les corps de fraise.
Plaquettes
| Diamètre de plaquette | IC10 |
| Géométrie de plaquette | E-L50, M-M20 et M-M30 |
| Rayon de bec de la plaquette | 0.2, 0.4, 0.8 et 1.6 |
| Nuance de plaquette | 1040, 2040, S30T et S40T |
| Nombre d'articles | 27 |
Données de coupe
hex recommandé
| Plage ISO | Nuances | hex, mm (pouces) | hex, mm (pouces) | hex, mm (pouces) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040, 2040 | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0.1 (0.05–0.15) .004 (.002–.006) | 0.1 (0.08–0.15) .004 (.003–.006) | 0.13 (0.08–0.2) .0051 (.003–.008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.08 (0.05–0.12) .003 (.002–.0047) | 0.1 (0.08–0.15) .004 (.003–.006) |
Vitesses de coupe recommandées
| Matière | Nuance | vc m/min (pieds/min) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
Données de coupe, APMX et AZ
| APMX | 9 mm (0.35 pouces) |
| ap recommandée | 4 mm (0.16 pouces) |
| AZ | 1 mm (0.04 pouces) |
Données de coupe, ramping rectiligne et hélicoïdal
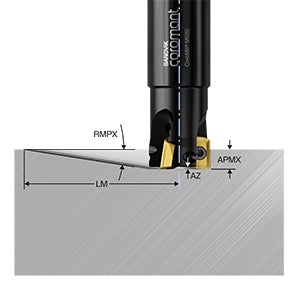
| DCX, métrique | DCX, pouces | RMPX (deg) | Lm, mm (pouces) | Dm max, mm (pouces) | Dm min méplat, mm (pouces) | Dm min, mm (pouces) |
| | ⅝" | 7.8 | 65.7 (2.85) | 30.15 (1.19) | 27.75 (1.08) | 23.75 (0.93) |
| 16mm | | 7.7 | 66.6 (2.61) | 30.4 (1.2) | 28 (1.10) | 25 (0.97) |
| | ¾" | 5.4 | 95.2 (2.57) | 36.5 (1.44) | 34.1 (1.33) | 30.1 (1.18) |
| 20mm | | 4.9 | 105 (4.13) | 38.4 (1.50) | 36 (1.42) | 33 (1.3) |
| 25mm | | 3.3 | 156.1 (6.15) | 48.4 (1.91) | 46 (1.80) | 43 (1.68) |
| | 1" | 3.2 | 161 (6.34) | 46.8 (1.82) | 46.8 (1.83) | 42.8 (1.68) |
| | 1 ¼" | 2.2 | 234.3 (9.21) | 61.9 (2.44) | 59.5 (2.33) | 55.5 (2.18) |
| 32mm | | 2.2 | 234.3 (9.21) | 62.4 (2.46) | 60 (2.35) | 57 (2.23) |
| | 1 ½" | 1.7 | 303.2 (11.94) | 72.2 (2.83) | 72.2 (2.83) | 68.2 (2.68) |
| 40mm | | 1.6 | 322.2 (12.68) | 78.4 (3.09) | 76 (2.98) | 73 (2.86) |
| 50mm | | 1.2 | 429.7 (16.92) | 98.4 (3.86) | 96 (3.78) | 93 (3.65) |
| | 2" | 1.2 | 429.7 (16.92) | 97.6 (3.83) | 97.6 (3.83) | 93.6 (3.68) |
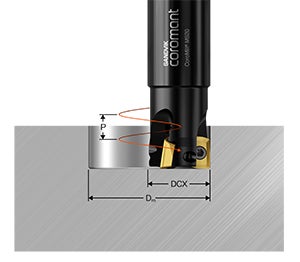
Données de coupe, fraisage en plongée


Forces de coupe axiales
| Plage ISO | Matière de référence | ae min, mm (pouces) | Avance, mm/z (po/z) |
| ISO M | M1.0.Z.AQ (1.4404 / 316L) | 4 (0.157) | 0.10 (0.08–0.15) (0.004 (0.003–0.006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0.157) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
Profondeur de coupe variable
- Afin d'optimiser la durabilité des plaquettes, notamment dans le contexte des matières ISO M, il est possible de moduler la profondeur de coupe (ap) à chaque passe. Cette technique permet de ralentir significativement l'usure par entaille.
- Valeur du décalage pour ap : 25–75 % d'APMX
2.5 à 6.5 mm (0.098 à 0.256 pouce) recommandés pour CoroMill® MS20

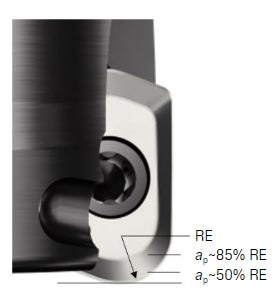
Utilisation d'un grand rayon
- Un plus grand rayon d'angle de la plaquette renforce la sécurité, en particulier dans les opérations de fraisage de poches, ainsi que dans les opérations de ramping avec une valeur d'angle de ramping plus importante
- La force de coupe / charge sur la broche augmentera
- État de surface de qualité inférieure
- Peut entraîner des vibrations dans les applications avec porte-à-faux
- Avec une ap ≤85 % RE, la caractéristique d'usure en entaille est limitée
- Avec une ap ≤ 50 % RE, des stratégies de fraisage à grande avance peuvent être appliquées
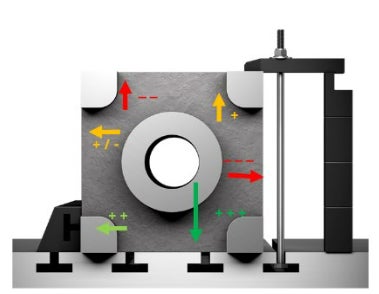
Limitations de montage
- Le montage doit être pris en compte lors du choix de la direction de coupe et lors du changement de direction
- La direction de coupe vers la table de la machine donne la plus grande stabilité suivie d'un support rigide directement monté sur la table
Défis de l'usinage dans les matières ISO M
Applications
- Fraisage de poches ouvertes ou fermées
- Rainurage dans le plein et alésage avec des cycles de ramping circulaire
- Fraisage de cavités avec de grandes longueurs de porte-à-faux
- Fraisage d'épaulements à faible engagement
- Tournage-fraisage multitâche
Difficultés
- Formation des copeaux
- Sécurité et fiabilité des plaquettes
- Usinage avec une grande longueur de porte-à-faux
- Durée de vie d'outil prévisible et régulière
Solution CoroMill® MS20
- La géométrie M-M20 assure une excellente formation et évacuation des copeaux dans les matières collantes
- La géométrie M-M30 offre une plus grande sécurité dans les matériaux les plus tenaces (duplex). La plus grande ténacité de la ligne d'arête de la géométrie rend la plaquette plus performante (données de coupe élevées) dans les opérations stables
- La géométrie E-L50 est idéale pour les applications à long porte-à-faux, car son arête de coupe plus vive, et donc plus légère, permet de réduire les vibrations
- Le type de queue acier robuste assure une meilleure stabilité et une déviation moindre
- Les deux arêtes de coupe ont une durée de vie égale et la géométrie M-M20 offre une usure régulière et prévisible, en particulier dans l'acier inoxydable austénitique
Défis de l'usinage dans les matières ISO S
Applications
- Fraisage de poches ouvertes ou fermées
- Rainurage dans le plein et alésage avec des cycles de ramping circulaire
- Fraisage de cavités avec de grandes longueurs de porte-à-faux
- Fraisage d'épaulements à faible engagement
- Tournage-fraisage multitâche
Difficultés
- Évacuation des copeaux
- Sécurité et fiabilité des plaquettes
- Durée de vie
- Corps de fraise endommagé (frottements des copeaux)
Solution CoroMill® MS20
- La géométrie E-L50 assure une excellente formation et évacuation des copeaux dans les matières collantes
- Les géométries M-M20 et M-M30 offrent une plus grande sécurité dans les applications les plus difficiles dans le titane et l'Inconel, respectivement
- La plus grande ténacité de la ligne d'arête de ces géométries rend les plaquettes plus performantes (données de coupe élevées) dans les opérations stables
- La conception robuste de la queue en acier offre plus de stabilité et réduit la déflexion. Le matériau amélioré du corps d'outil peut mieux résister au frottement des copeaux
CoroPlus® Tool Guide pour CoroMill® MS20

- Pour des recommandations d'outils rapides et précises, adaptées aux exigences spécifiques de votre application, utilisez le sélecteur d'outils en ligne CoroPlus® Tool Guide
- Choisissez le bon outil et les bons paramètres pour votre application, en fonction de l'outil, de l'opération, de la matière et de la machine
- Facilité de choix, facilité d'emploi
- Prend en charge tous les champs d'application de CoroMill® MS20
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057