
CoroTap® 100
CoroTap 100 comporte une série de tarauds à goujures droites, optimisés pour les matériaux à copeaux courts ISO K, ISO N et ISO H. Convient aux trous débouchants ou borgnes.
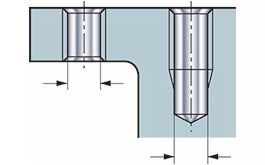
The hole
For basic hole size calculations, use the appropriate formulas for cutting taps.

The component
When the hole is analyzed, have a look at the workpiece material, component shape, and quantity.

The machine
The machine influences: Always consider:

Tool holding
The CoroChuck® 970 is designed for stable and precise tapping in all materials. It improves tap tool life, surface quality, and offers the highest process security.
Application tips

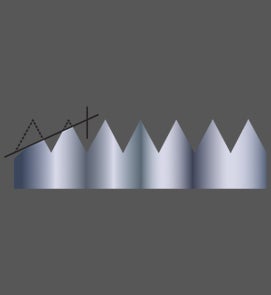
Choosing the right tap and cutting speed
General speeds can be found in the catalogue, consider the recommended as a safe start value. For more precise cutting data, always use

Coolant
Coolant is critical to a successful tapping operation. The coolant supply influences chip evacuation, thread quality and tool life.

Keys to a successful tapping operation
To ensure a good tapping operation and a high-quality finished product, follow these steps.
Threading chamfer type
The type of hole to be tapped determines which chamfer type is best suited for use. There are two different chamfer types C and E.
Useful apps


Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057