
CoroDrill® 863
Forets hautes performances pour les composites tels que les matériaux renforcés aux fibres de carbone (CFRP) et les composites à matrice métallique

Le trou
Les caractéristiques suivantes sont déterminantes dans le perçage manuel de composants pour l'aéronautique : Les attaches pour le secteur aéronautique imposent leurs propres tolérances du trous. Les normes ne sont pas les mêmes que pour les pièces universelles. Veillez à bien demander les tolérances de trous applicables avant d'effectuer un test.
Pour en savoir plus

Le composant
Pour réussir, vous devez bien comprendre tous les tenants et aboutissants de l'application, en particulier la taille, la forme et le matériau du composant.
Arrosage
L'adduction de liquide de coupe influence les éléments : Comme les outils à main n'ont pas d'arrosage par l'intérieur, on utilise une pâte pour la lubrification, surtout pour les matériaux stratifiés avec couche métallique. Aucun lubrifiant n'est nécessaire pour les matériaux stratifiés comportant uniquement des plastiques renforcés aux fibres de carbone.
Astuces

Pour en savoir plus sur la remise en état de vos vieux outils
Réaffûtez vos outils rotatifs monoblocs jusqu'à trois fois pour profiter d'économies substantielles grâce à notre service de réaffûtage.
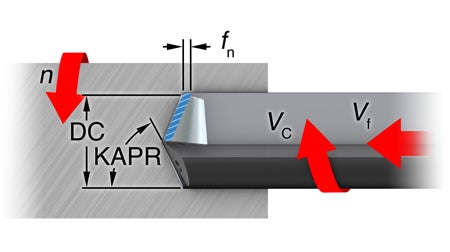
Données de coupe
Plastique renforcé fibres de carbone : 60 smm (200 sfm) 0,08 mm/tr (0,003 pouce/tr)
Aluminium : 60 smm (200 sfm) 0,08 mm/tr (0,003 pouce/tr)
Titane : 15 smm (50 sfm) 0,05 mm/tr (0,002 pouce/tr)
Acier inoxydable : 15 smm (50 sfm) 0,05 mm/tr (0,002 pouce/tr)

TailorMade
La dimension exacte dont vous avez besoin n'existe pas forcément en standard. Mais il y a une solution : utilisez notre service TailorMade.
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057