
CoroBore® BR20
Outils d'alésage ébauche flexibles à deux arêtes


Torque
Always use a torque wrench and apply recommended torque on screws for insert and tool assembly torque.

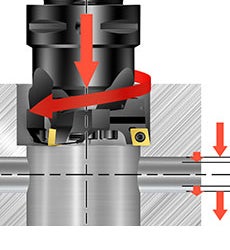
Clamping
Do not clamp damped Silent Tools™ straight over the adaptor body.

Laser-marked scale
The laser-marked scale on the adaptor facilitates setting the diameter.




Application tips

Réglage des outils pour l'alésage en tirant
Retirer la vis sans tête de l'orifice du liquide de coupe supérieur et la mettre en place dans l'orifice inférieur
de manière a positionner l'arrosage correctement
Faire pivoter le cartouche de 180°
Utiliser une allonge de coulisseau si nécessaire
Inverser le sens de rotation

Trou borgne
Pour l'usinage à l'intérieur d'un trou borgne, il est très important que l'évacuation des copeaux se fasse correctement.
Appliquer des conditions de coupe correctes pour assurer une bonne formation des copeaux
Vérifier l'absence de bourrage des copeaux et d'usure des plaquettes due à de mauvais copeaux
La pression et le débit d'arrosage doivent être suffisants pour évacuer les copeaux
L'évacuation des copeaux est plus difficile dans les machines verticales que dans les machines horizontales
Coupes interrompues
Les interruptions en coupe, par exemple en cas de trous sécants, sont très exigeantes pour les plaquettes.
Sélectionner une nuance tenace
Choisir une plaquette carrée résistante, de forme de base négative, pour avoir une meilleure sécurité, mais sous conditions stables uniquement
Réduire les conditions de coupe si les interruptions sont sévères
Machines faibles
En ébauche, s'assurer que la machine a une puissance et un couple suffisants pour l'opération d'alésage à effectuer. Les principaux paramètres à prendre en compte sont l'avance, le nombre de plaquettes, le diamètre du trou et la profondeur de coupe.
Recommendations
General recommendations rough boring:
- Starting data: vc 200 m/min (valid when vc on insert box is bigger than vc 200 m/min) at short overhang. Check insert box for feed and depth of cut recommendations
- vc = 50% of recommended data on label. If vibrations occur, reduce speed and increase feed. Do not use max recommended feed and ap at the same time
- Usable length to diameter ratio (ULDR) = Boring depth LU / Boring diameter DC
Cutting data: CoroBore® 111
| Order code | Grade | Feed range (fn) | Depth of cut (ap) | Cutting speed (vc) | ||||||
| Min | Max | Recommended | Min | Max | Recommended | Min | Max | Recommended | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Tightening torque
Insert screw
| ISO | ANSI | Non ISO | Code | Size | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
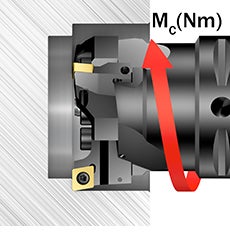
Maximum cutting torque and RPM
| Kit product codes | Adaptors | Max cutting torque | Max RPM | |
| Nm | ft-lb | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/CoroBore® BR20 with Silent Tools™ technology
| Insert 90° | Insert 84° | ||||||||||
| Size | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Screw size | Non-ISO | Nm | Ft/lbs | Screw size |
| A | 23 | 29 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3(2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
Tool holding
Bending stiffness and torque transmissions are the most important factors when choosing a tool holder for boring operations. First choice should always be tools with
Coromant Capto® coupling, which offers excellent repeatability and the best stability characteristics on the market. Use only one adaptive item between the Silent Tools™ adaptor and the machine tool spindle.
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter

Sandvik Coromant France - Customer Service
+33246840057