
CoroTurn® 107
Hoikkien työkappaleiden sisä- ja ulkosorvaukseen
Ohjeet


Teräsija
Puhdista teräsija ja tarkasta vauriot ja teräsärmän tuki
Aluspalat ja teräsijat
Varmista, että aluspalan kulmat ovat pysyneet ehjinä ja että teräsijoissa ei ole irtosärmää

Kosketuspinnat
Tarkasta, että tuki- ja kosketuspinnoissa ei ole vaurioita tai likaa.



Käytännön vinkkejä
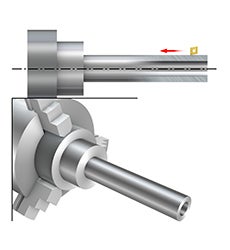
Hoikkien kappaleiden koneistus
Asetuskulma on syytä valita huolellisesti. Kulman tulisi aina olla lähellä 90 astetta, sillä pienikin muutos (esim. arvosta 91° arvoon 95°) vaikuttaa lastuamisvoimien suuntiin.
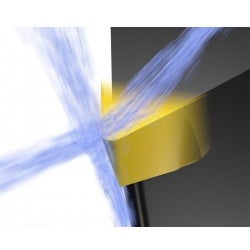
Ylä- ja alapuolinen nestesuutin – milloin käyttää mitäkin?
Tarkat ylä- ja alapuoliset nestesuuttimet torjuvat tehokkaasti lastuhallintaongelmia ja pidentävät terien kestoikää. Tutustu lastuamisnesteen oikeaan käyttöön ja muihin lastuamisnestesuosituksiin, joilla voi parantaa sorvaustöiden tehokkuutta.
Värinäalttiit työt
On aina paras, jos koneistuksen saa tehtyä yhdellä työkierrolla, jolloin lastuamisvoimat suuntautuvat istukkaan/karaan. Lastuamisvoimia voi suunnata edullisesti muuttamalla asetuskulmaa. Iso asetuskulma ohjaa lastuamisvoimat karaa kohti, jolloin työkappaletta taivuttavat voimat jäävät pieniksi.
Epälineaarinen sorvaus
Epälineaarinen sorvaus on tehokas strategia taskujen koneistukseen haastavissa aineissa. Voimakkaan kulumisen kohta siirtyy jatkuvasti särmällä ja värinäalttius sisäänsyötön yhteydessä on pienempi. Optimoi epälineaarisen sorvauksen prosessivarmuus, tuottavuus, terän kestoikä ja lastunhallinta kiskokiinniteisillä CoroTurn® 107 -työkaluilla. Samalla voit karsia työkalujen tarpeetonta mallikirjoa.
Suositukset
Terä ja järjestelmä
Ulkopuolinen pituus- ja tasosorvaus
| Viimeistely | Puolikarkea | Rouhinta | |
| Terän muoto | C | C | C |
| Teräkoko | 09 | 09 | 12 |
| Asetuskulma | 95 ° | 95 ° | 95 ° |
| Kiinnitys | Ruuvi | Ruuvi | Ruuvi |
Ulkopuolinen muotosorvaus
| Viimeistely | Puolikarkea |
| D | D |
| 11 | 11 |
| 93 ° | 93 ° |
| Ruuvi | Ruuvi |
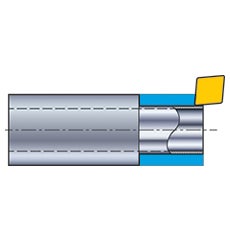
Sisäpuolinen pituus- ja tasosorvaus
| Viimeistely | Puolikarkea | |
| Terän muoto | T | T |
| Teräkoko | 05 | 09 |
| Asetuskulma | 91 ° | 91 ° |
| Kiinnitys | Ruuvi | Ruuvi |
| Reiän Ø | 6-13 | ≥ 13.5 |
Sisäpuolinen muotosorvaus
| Viimeistely | Puolikarkea |
| D | D |
| 07 | 07 |
| 93 ° | 93 ° |
| Ruuvi | Ruuvi |
| ≥ 13 | ≥ 13 |
Terälaatu
| Koneistusolosuhteet | P | M | K | N | S | H |
| Hyvät | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Kohtalaiset | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Vaikeat | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Terägeometria
| Koneistusvaihe | P | M | K | N | S | H |
| Viimeistely | -PF | -MF | -KF | -AL | -UM | S01020 |
| Puolikarkea | -PM | -MM | -KM | -AL | -MF | S01020 |
| Rouhinta | -PR | -MR | -KR | -AL | -MM | S02030 |
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675