
CoroReamer 435
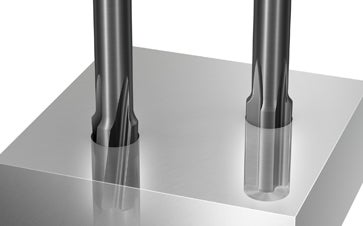
CoroReamer 435 is a multi-application, versatile and high speed reamer, suitable for a wide range of materials. It provides close hole tolerances and high-quality surface finish thanks to internal coolant, the cutting edge geometry and extremely unequal spacing of the cutting edges.

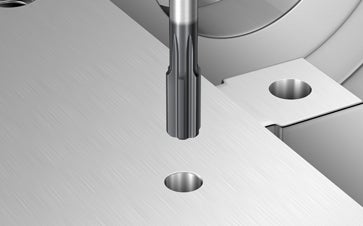
Correct diameter
Ensure that the pre-drilled hole has the correct diameter for stock removal allowance.
Rigid workpiece
Workpiece must be held rigid and the machine spindle should have no play.
Short overhang
Keep the tool overhang from machine spindle to a minimum.

Lubrication
Use recommended lubricants.
Application tips

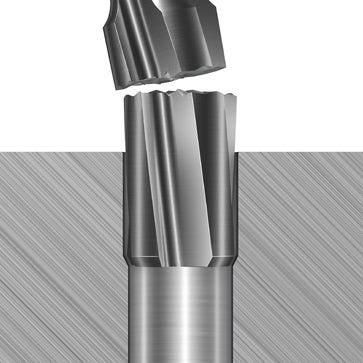
Initial considerations
To obtain the best results when using reamers it is essential to make them ‘work’. It is a common fault to prepare holes for reaming with too little stock left. If insufficient stock is left in the hole before reaming, then the reamer will rub, quickly show wear and will result in loss of diameter. It is equally important for performance not to leave too much stock in the hole.
Troubleshooting
Is your spindle or tool run-out too high? Do you have wrong cutting data, or perhaps wondering how to avoid a built-up edge during your reaming process? Check out our reaming troubleshooting guide.
Useful apps




Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675