
CoroMill 490
Ensisijainen valinta yleisjyrsintään sekä toistuvaan kulmajyrsintään

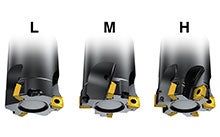
Valitse oikea terägeometria
Kevyt (-L) Keskiraskas (-M) Raskas (-H)
Oikean teräjaon valinta
Valittaessa jyrsintätyöhön sopivaa terien lukumäärää (zc), on tärkeää ottaa huomioon myös teräjako (terien etäisyys toisistaan).

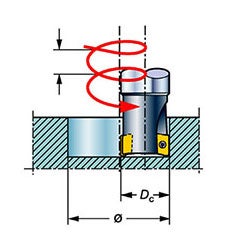
Valitse oikea pidin
Pitimellä on suurin merkitys jyrsintätuloksiin. Mitä suurempi lastuamissyvyys, sitä tärkeämpää on pitimen koko ja tukevuus, sillä radiaalivoimat ovat olakkeiden tasojyrsinnässä huomattavan isot, varsinkin käytettäessä siilijyrsintä.
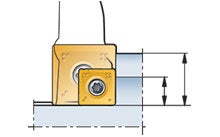
Lastuamissyvyys
Teräkoko 08 Teräkoko 14

Käytännön vinkkejä

Tarkistuslista ja vinkkejä
Mitä kulmajyrsinnässä tulee ottaa huomioon? Tutustu hyödyllisiin käytännön vinkkeihin täällä.
Lastunmuodostus
Tehokas lastunmuodostus ja -poisto ovat tärkeitä edellytyksiä korkealaatuiselle jyrsinnälle. Lue lisää tehokkaasta lastunmuodostuksesta, äläkä unohda jyrsinnän koeteltua perussääntöä: paksusta ohueen.
Jyrsimen paikoitus
Joka kerta, kun jyrsimen terä työntyy työkappaleeseen, siihen kohdistuu iskukuormitus. Onnistunut jyrsintä edellyttää, että teräsärmän ja lastuttavan aineen välinen kosketus, mukaan lukien terän irtoamisvaihe, on edullinen.
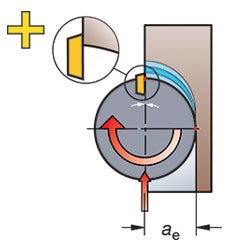
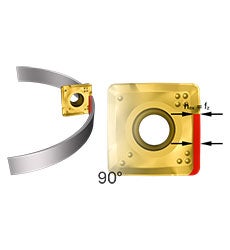
Lähestyminen kappaleeseen
Kulmajyrsinnässä radiaalinen lastuamissyvyys on usein pieni, jolloin on tärkeä ottaa huomioon hammassyötön (fz) ja lastunpaksuuden (hex) välinen suhde.
Kun lastuamisarvot lasketaan oikean hex-arvon mukaan, lastuaminen on tehokasta, terät kestävät pitkään ja pinnankarheudesta tulee hyvä.
Suositukset
Jyrsinrungon valinta
●
Vaikeat olosuhteet

L
Rajallinen tukevuus ja teho
Syvien umpiurien jyrsintä
Pienimmät lastuamisvoimat
◐
Kohtalaiset olosuhteet

M
Yleiskäyttöön
○
Hyvät olosuhteet

H
Lyhytlastuiset aineet
Kuumalujat aineet
Sivujyrsintä
Ensisijainen terä
| Rouhinta | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Puolikarkea koneistus | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Viimeistely | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään

Sandvik Coromant Finland
+358942451675