

Techniques that produce special thread forms quickly and at high tolerance are needed for medical bone screws, implants, feed screws, worm gears, and other microcomponents.
CoroMill® 325 thread whirling inserts and holders meet this need for a large number of sliding head machines and whirling units. They can thread long, slender components from rough stock at high speeds and produce a wide range of high precision screws without a dedicated thread whirling machine.
Benefits
- Increased productivity
- Chip control
- Increased tool life
- Cost savings
- High quality threads
- One grade for all materials
Features
- Compatible with many sliding head machines and spindles
- Deep threads are easily made
- No additional finishing operation is needed
- Optimized for titanium and stainless steel
- Blank and Engineered designs available for own unique profiles
Application
Typical components
- Bone screws
- Spinal screws
- Dental implants
- Other long, slender components
Typical materials
- Titanium
- Stainless steel
Workpiece material area



Workpiece materials covered by the grades offered include stainless steel, non-ferrous alloys, and titanium. However, other materials can also be machined. Contact your Sandvik Coromant representative for more information.
Product Range
Whirling rings for different sliding head machine tool makers:
- Citizen
- DMG MORI
- Doosan
- Goodway
- Hanwha
- Nexturn
- Star
- Tornos
- Tsugami

Inserts for standard and special threads
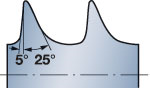
Standard inserts for thread whirling of HA and HB thread forms are available as stocked items. These threads have the specific dimensions and tolerances needed for bone screws and other medical implants. However, any thread profile that can be fitted within the insert blank can be offered as an Engineered solution. Contact your Sandvik Coromant representative for more information.
HA thread
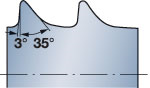
HB thread
Recommendations
Step-by-step instructions
- Find a whirling ring fitting your drive unit and an insert fitting your desired thread.
- Mount the whirling ring onto the whirling unit, and install the inserts.
- Set the tool inclination to the helix angle of the thread, and set the center of the tool to a zero position of X = 0, Y = 0.
- Program the ring off-center, in relation to the diameter, according to the diameter of the screw wanted.
- Turn and mill any tip of the screw wanted.
- Start the thread whirling machining.
- Rotate the whirling ring and component in the same direction (climb milling) for the best results regarding tool life.
- Rotate the whirling ring to the actual cutting speed.
- Rotate the workpiece at a slower speed, coordinated with the tool rotation, to get the feed per tooth wanted. Coordinate the movement of the whirling ring with the rotation of the component for the best surface and productivity.
- Feed the workpiece into the cutter, coordinated with the rotation, to generate the thread.
Thread whirling
Thread whirling is similar to a thread milling process, the difference is that the... chevron_right
Precision tooling for the medical component industry
Continuing advances from Sandvik Coromant Our solutions for machining a wide range... chevron_right
CoroMill® 327
A versatile cutter that can be used for many types of grooves, threads and chamfers... chevron_right
Bone screw machining
Machining challenge is to avoid burr formation in milled features in the tip when... chevron_right
