
Non-rotating drilling

What is non-rotating drilling?
Non-rotating drilling is when the workpiece rotates instead of the drill. When using this method, it is extremely important to ensure that the drill is aligned with the center line of the machine.
Alignment recommendations for non-rotating drilling
Minimize tool run-out or TIR (Total Indicator Run-out) for best performance.
Note: An indexable insert drill forms a small center core that can be seen at the bottom of the hole or the disc. The size of the core should be within 0.05–0.15 mm (0.002–0.006 inch); otherwise, it can cause edge fracture, vibration, oversized holes and wear on the drill body. When turning the drill, the core dimension will vary due to the different positions.
Solid carbide drills
Indexable insert drills
Exchangeable-tip drills
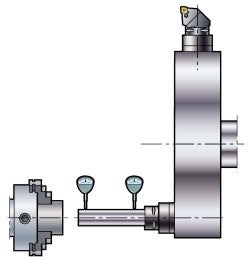
Aligning the non-rotating drill
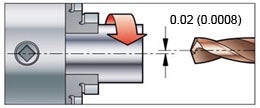
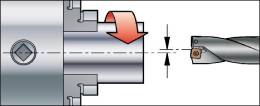
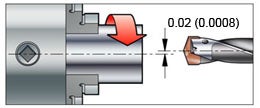
Drill alignment must be parallel with the spindle axis; otherwise, the hole can be over- or undersized, or funnel-shaped. Measurement can be carried out with a dial-indicator together with a test bar.
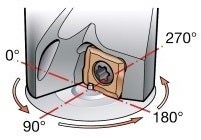
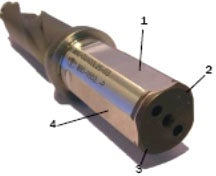
Drill with four flats (indexable insert drills)
Use a drill with four flats equally positioned around the drill shank. Make holes with the drill mounted in each of the four flat positions (0°, 90°, 180°, 270°). Hole measurement will indicate the position of the peripheral insert in relation to the workpiece center line, which in turn will indicate the state of machine alignment
Misalignment due to turret deflection
Deflection of the turret on a CNC lathe can be a problem, especially when using larger drills and high feeds, fn, which can produce a high force.
To test stability, drill one hole with a low feed rate and one hole with high feed rate and measure the hole sizes. If there is a large difference in hole size, the turret may have a tendency to deflect.
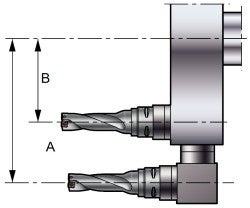
To minimize turret deflection
First, check if the leverage can be minimized by mounting the tool differently. Always mount the tool as close to the center of the turret as possible. Position B is preferable to position A.
If this is not possible, a reduction in feed/revolution (fn) will decrease the feed force. To maintain the same productivity, the speed, vc, can be increased, as it does not affect the feed force.
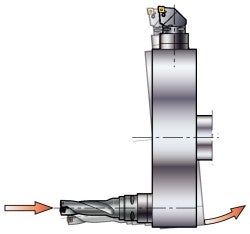
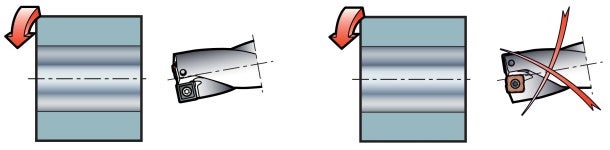
For indexable drills, if turret deflection/misalignment cannot be avoided, the drill should be mounted with the peripheral insert set as shown in the picture to the left, in order to avoid wear on the drill body.
Boring with indexable drills
Indexable insert drills can be used in boring operations in order to save tool changing... chevron_right
Drilling wear and troubleshooting
Troubleshooting Indexable insert drill Exchangeable-tip drill Solid carbide drill Indexable... chevron_right
Radial adjusted drilling
Radial adjusted drilling is only possible using indexable insert drills. Radial... chevron_right
Circular ramping
What is circular ramping with indexable insert drills? A rotating tool makes a hole... chevron_right
