
CoroTurn® 300
Effective and high-quality turning
Performance
Customer case: Automotive
| Component: | Steering component |
| Workpiece material: | Forged surface low alloy steel, P2.1.Z.AN, 125 HB |
| Operation: | External axial medium machining |
| Time in cut: | 15 s/component |
+190%
Tool life
| Cutting data | ||
| vc, m/min (ft/min) | 113 (371) Note: spindle running 1800 RPM limit | |
| fn, mm/rev (in/rev) | 0.3 (0.012) | |
| ap, mm (inch) | 0.5 (0.020) | |
| Results | Existing grade GC4325 | New grade GC4415 |
| Insert | 3-80-101108-8-M5 | 3-80-101108-8-M5 |
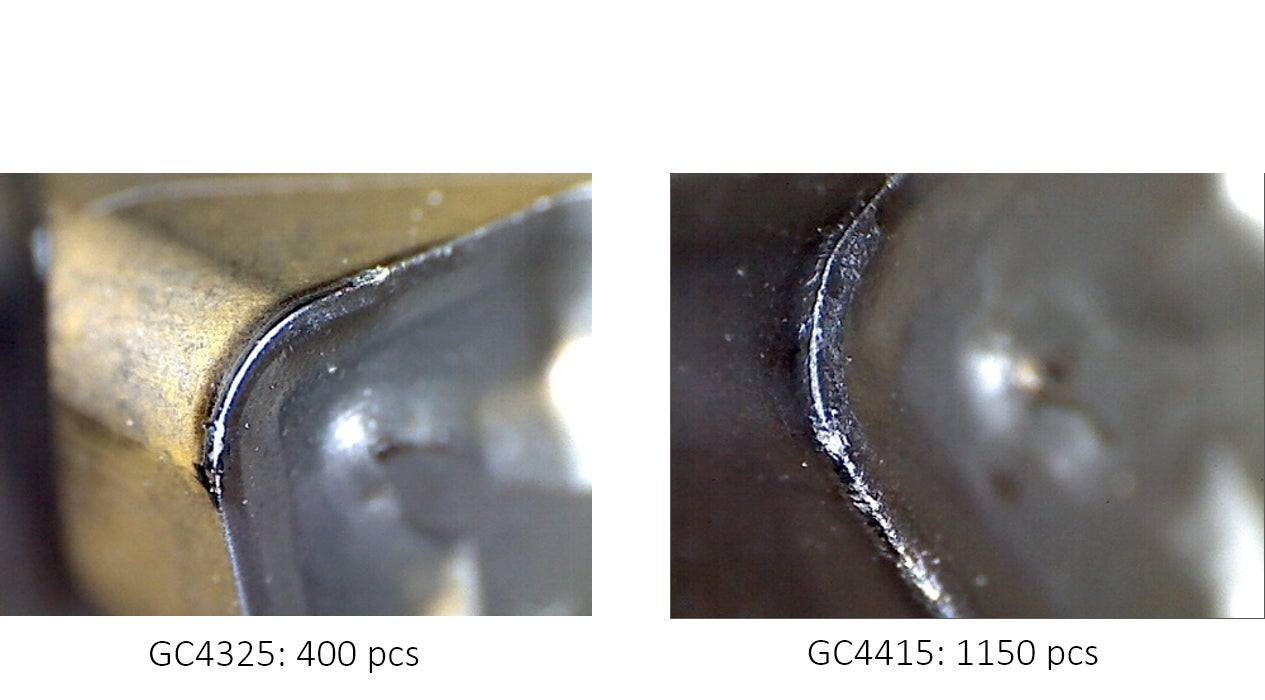
| Tool life, pcs | 400 | 1150 |
| Reason for tool change | Tool life test | Tool life test |
Performance
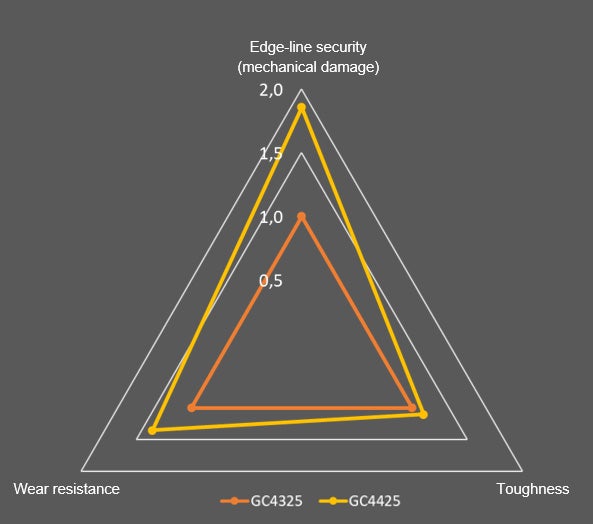
GC4325 vs. GC4425
Tests conducted: Thermal intermittence (mechanical damage), basic toughness and wear resistance.
Result:
- Improved wear resistance and toughness with GC4425
- The edge-line security test was stopped when GC4425 achieved 100% higher performance compared to GC4325

Time in cut = 40 min
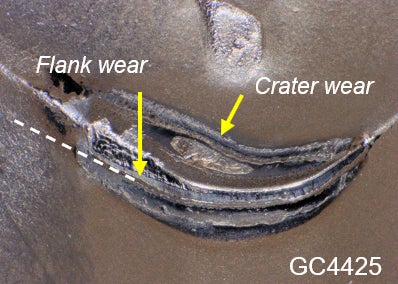
Time in cut = 54 min
Tool wear comparison: The crater wear limited the tool life. The dashed line indicates the position of the flank wear on the primary cutting edge.
Customer case
| Industry segment | Automotive | Tool life, pcs | |
| Operation | External axial and facing | 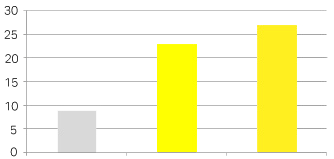 | |
| Time in cut (min/component) | 1.19 | ||
| Component | Outer CV joint | ||
| Workpiece material | Forged low-alloy steel, P2.1.Z.AN | ||
| Coolant pressure | 3 bar (43.5 psi) | ||
| Cutting data | |||
| vc m/min (ft/min) | 350 (1148) | ||
| fn mm/r (inch/rev) | 0.35 (.014) | ||
| ap mm (inch) | 2.5 (.10) | ||
| Result | WNMG 080408-PF 4325 | CoroTurn 300 1 | CoroTurn 3002 |
| Tool holder | C4-DWLNL-27050-08 | C4-3-80-LL27055-10C | C4-3-80-LL27055-10C |
| Grade | GC4325 | GC4325 | GC4325 |
| Tool life, pcs | 9 | 23 | 27 |
| Reason for tool change | Pre-determined no of components | Pre-determined no of components | Pre-determined no of components |
| 1 over and under coolant, 2 under coolant only | |||
| When changing from the -PF geometry and standard holder to CoroTurn 300 with -L4 geometry it gave 156% increase in tool life when using over- and under coolant and remarkable 200% when using under coolant only. |
WNMG, -PF GC4325 | L4, GC4325 with over/under coolant | L4, GC4325 with under coolant |
Join us. Stay updated.
Sign up for our newsletter today

Sandvik Coromant UK
+44 (0)121 368 0305