
QS™ Micro holding system
Streamlining small part machining
Assortment overview
Cutting heads
| Product family | Coupling size | Insert size | Hand |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Shank adaptors
| Product family | Coupling size | Shank height | Shank width |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 inch | 11–20 mm 6/16–12/16 inch |
Product codes
Shank adaptors

1. Product family name
HOLDING QSM – QS™ Micro
2. Coupling size
12/16
3. Hand
N/R/L
4. Shank size
Metric: 1012/1212/1616/2020 (mm)
Inch: 06/08/10/12 (1/16")
Cutting heads – CoroCut® XS, CoroThread® 266 and CoroTurn® 107

1. Product family name
HOLDING QSM – QS™ Micro
2. Coupling size
12/16
3. Hand
See product family code key
4. Shank size
See product family code key
Cutting heads – CoroCut® 2

1. Product area
2. Product family
3. Product application (TPC)
4. Machine coupling type
5. Machine coupling size
6. Tool in hand
7. Product family specifics
How to use
- The shank adaptor can fit both right and left handed tools. It only need to be rotated 180 degrees
- When a turning head is mounted in an adaptor, the set screw is tightened with a torque to 4 Nm (2.95 lb/ft). Regularly check if the screw is worn out; if so, replace it. The screw is available for separate purchase
- When the tool set-up is mounted in a machine, make sure to control the cutting edge position in radial, axial and height dimension. HF/LF/WF values can differ depending on turning head and shank adaptor assembly
- Coolant can be connected in the back and side of the shank adaptor with an M6 thread connection.

Assortment
| Ordering code | Machine-side fitting |
| QS-HP80-M6-NPT18-1 | NPT 1/8 inch |
| QS-HP80-M6-G18-1 | G 1/8 inch (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 inch (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1.5 |
| QS-HP80-PTFE | Spare hose |
| QS-HP100-M6-AN4-A | Coolant adaptor |
Assortment - Stocked specials
| Ordering code | Machine-side fitting |
| QS-HP250-M6-NPT18-S | NPT 1/8 inch |
| QS-HP250-M6-G18-S | G 1/8 inch (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 inch (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1.5 |
Note: The QS™ Micro stocked specials assortment is not available for online purchase. To place an order, please contact your local Sandvik Coromant sales representative.
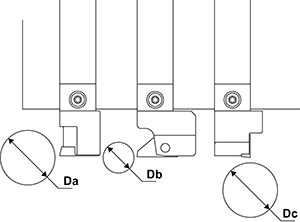
Maximum bar diameter in Y-axis machining
Depending on the position of the QS™ Micro Y-axis tool and neighboring tools, the maximum diameter of the workpiece bar needs to be considered.
When the Y-axis tool has the same overhang as the normal neighboring tools, the following need to be considered:
- The maximum bar diameter (db) cannot exceed the distance between two cutting points (A) -2 mm (-0.079 inch) (1 mm (0.039 inch) safe distance for each side)
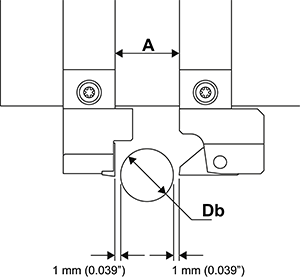
- The maximum bar diameter (db) will decrease dramatically if the neighboring tool is also a Y-axis tool. Therefore, we don't recommend to have a Y-axis tool in the neighboring slot
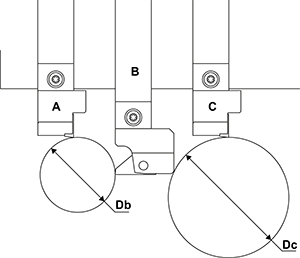
When the Y-axis tool (B) has a longer overhang than the normal neighboring tools, maximum bar diameter (db) needs to be calculated according to the real position of tools and the gang plate design in the machine.
Additionally, there are two factors to consider:
- Db value in relation to tool A and the Y-axis tool
- DC value in relation to the back side of the Y-axis tool and tool C
Join us. Stay updated.
Sign up for our newsletter today

Sandvik Coromant UK
+44 (0)121 368 0305