
CoroCut® QD
The most reliable system for parting off
Handling instructions for tools
View and download handling instructions:
Handling instructions for tool holders
View and download handling instructions:
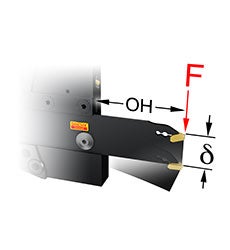
Y-axis parting: Pre-setting in multi-task machine
For multi-task machines, tool length is usually measured on an optical device outside the machine.
Y-axis parting: probe measuring in turning centre
Tool length is usually measured with a probe inside the machine when parting off in turning centres.
Y-axis parting: Set-up in sliding head machine
View how to set up the shank tool in a sliding head machine.
Application tips
Application tips for increased tool life
There are a number of tips that when followed will radically improve tool life when parting off.

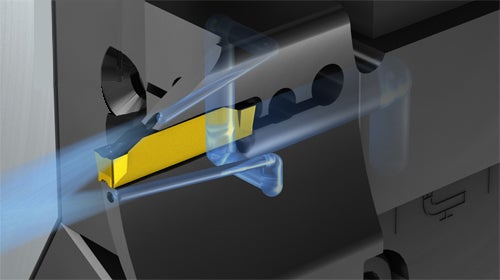
CoroCut® QD: Reliable parting off
Take an in-depth look at CoroCut® QD in this comprehensive film.

Efficient parting and grooving
Learn more about how to part off and machine deep grooves without compromising process security or machining efficiency.

Learn more, earn more
Get a deeper insight into the significant advantages of effective coolant delivery and how to get the most out of your parting and grooving operations.
Recommendations
Inserts

|

|

|

|

|
||
| Material type | ISO Material group |
Parting tubes |
Parting bars, good conditions |
Parting bars, difficult conditions |
Light intermittence |
Severe intermittence |
| Alloy steel | P | GC4425 -CF | GC4425 -CM | GCC1135 -CR | GC1135 -CM | GC1135 -CR |
| Low carbon steel | P | GC1125 -CL | GC1125 -CL | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| Stainless steel | M | GC1125 -CM | GC1125 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| Cast iron | K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| Non ferrous metals | N | H13A -CO | H13A -CO | H13A -CM | H13A -CM | H13A -CM |
| HRSA and Titanium | S | GC1105 -CO | GC1105 -CO | GC1145 -CM | GC1145 -CM | GC1145 -CM |

|

|
|

|
||
| Material type | ISO Material group |
Grooving |
Turning wider grooves |
Profiling |
Y-axis parting |
| Alloy steel | P | GC4425 -CR | GC1125 -TF | GC4335 -RM | GC4425 -CH |
| Low carbon steel | P | GC4425 -CL | GC1125 -TM | GC1125 -RM | GC1225 -CH |
| Stainless steel | M | GC1135 -TF | GC1135 -TF | GC1135 -RM | GC1135 -CH |
| Cast iron | K | GC4425 -CR | GC1125 -TM | GC4335 -RM | GC4425 -CH |
| Non ferrous metals | N | H13A -TF | H13A -TF | GC1125 -RM | H13A -CH |
| HRSA and Titanium | S | GC1105 -TF | GC1105 -TF | GC1125 -RM | GC1105 -CO |
- Start with first choice recommended cutting data
- All cutting data recommendations are given without high precision coolant
- Increase speed by 30-50% when applying high precision coolant
- -TF, -CF and -CH geometries have Wiper design for excellent surface finish
For inserts and geometries recommendations, see
Parting and grooving inserts and grades page.
Join us. Stay updated.
Sign up for our newsletter today

Sandvik Coromant UK
+44 (0)121 368 0305