
T-Max® P
Produktiv udvendig drejning af store til medium komponenter

Skærsæde
Rengør og kontrollér skærlejet for beskadigede steder og støttepunkter for skærkanten
Underlagsplatter og plattelejer
Sørg for sikre, at underlagsplattens hjørner ikke er blevet slået af under bearbejdning eller håndtering, og at plattelejerne ikke har nogen beskadigelser

Kontaktflader
Kontrollér støttepunkter og kontaktflader for at sikre, at der ikke er nogen skader eller noget snavs.

Fastspænding
Ved opboreopeationer er det vigtigt at have den bedst mulige fastspænding. Hvis udhænget ikke er understøttet tilstrækkeligt, kan det skabe vibration.

Applikationstip
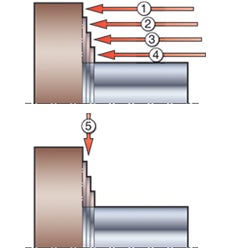
Undgå spånhamring
Drej frem mod hjørnet (trin 1 – 4), og stop lidt før skærets sidste position. Hold samme tilspænding i alle fire trin for at undgå spånhamring. Det anbefales at tage den sidste spån (5) på hjørnet i et vertikalt overløb startende fra den udvendige diameter mod den indvendige diameter.

Undgå vibrationer
Det anbefales at bruge maskiner med to revolvere, den øverste og nederste revolver, for at undgå vibrationer. Opspændingen udjævner kræfterne og stabiliserer hele processen, så vibration og bøjning af delene undgås.
Anbefalinger
Skær og system
Udvendig bearbejdning
| Sletdrejning | Medium | Skrubdrejning | |
| Skærform | C | C | C |
| Skærstørrelse | 12 | 12 | 12 |
| Indgrebsvinkel | 95° | 95° | 95° |
| Fastspænding | Hævearm | Hævearm | Hævearm |
Indvendige operationer
| Sletdrejning | Medium | Skrubdrejning | |
| Skærform | C | C | C |
| Skærstørrelse | 12 | 12 | 12 |
| Indgrebsvinkel | 95° | 95° | 95° |
| Fastspænding | Hævearm | Hævearm | Hævearm |
Skærkvalitet
| Bearbejdningsforhold | P | M | K | S | H |
| God | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Gennemsnitlige | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Vanskelige | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Skærgeometri
| Operation | P | M | K | S | H |
| Sletdrejning | -PF | -MF | -KF | -SF | S01525 |
| Medium | -PM | -MM | -KM | -SM | S01525 |
| Skrubdrejning | -PR | -MR | -KR | -SMR | S02035 |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066