
CoroTurn® Prime
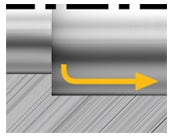
Drejning i alle retninger
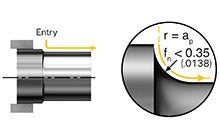
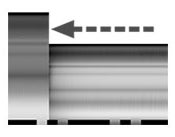
Indføring i emnet
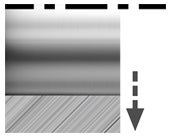
Brug altid reduceret tilspænding og radial indføring, når værktøjet indføres i materialet. Brug CoroPlus® Tool Path til PrimeTurning™ for at opnå korrekte programmeringskoder og teknikker.
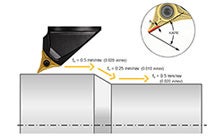
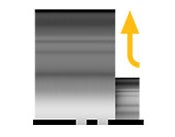
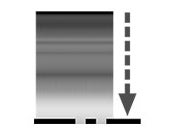
Spåntykkelse (hex)
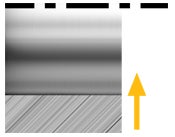
Hold spåntykkelsen konstant ved at reducere tilspændingen ved nedadgående bevægelser. Brug CoroPlus® Tool Path til PrimeTurning™ for at opnå korrekte programmeringskoder og teknikker.
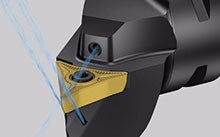
Fordele ved køling
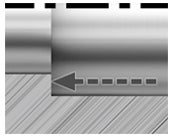
Underkøling er en fordel for at opnå længere værktøjslevetid, og overkøling er en fordel for at forme tyndere spåner.


Tip til applikationer
Skæredata-anvendelsesområde for type A og type B
| Spåndybde (ap) | |
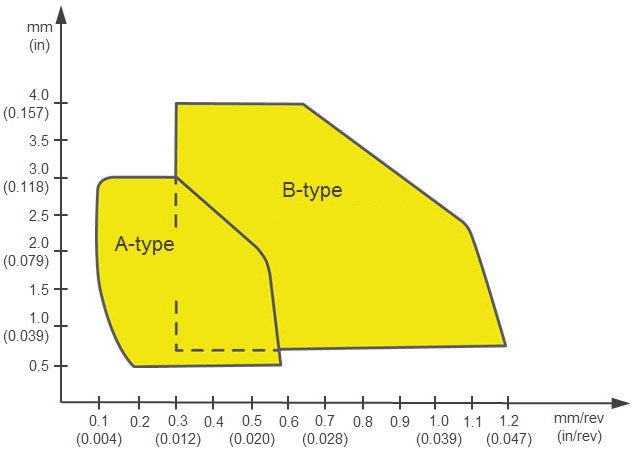 |
Tilspænding (fn) |
Bemærk: Ved brug af skær med højere ap og fn medfører en risiko for overbelastning, og med lavere ap og fn er der risiko for lange spåner.
Skæredata-anvendelsesområde for type A-geometrier
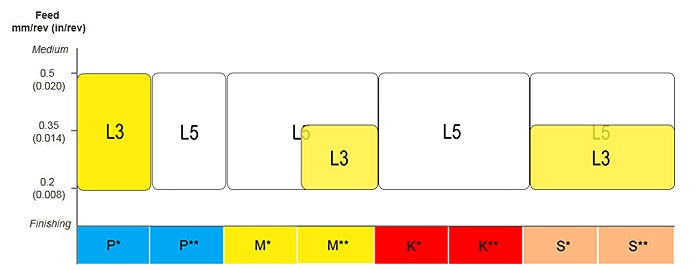
P*) Stål med lavt kulstofindhold og højstyrkestål/duktilt stål
P**) Legeret stål
M*) Austenitisk rustfrit stål
M**) Duplex rustfrit stål
K*) Nodulært støbejern
K**) Gråt støbejern
S*) HRSA
S**) Titan
Skæredata-anvendelsesområde for type B-geometrier
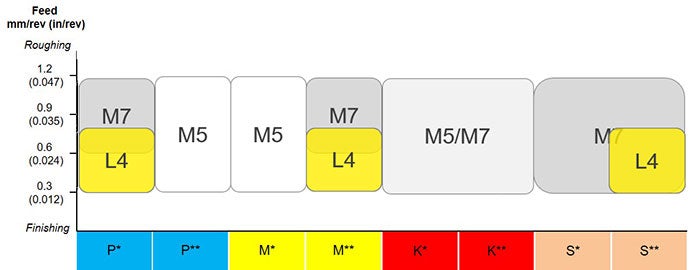
P*) Stål med lavt kulstofindhold og højstyrkestål/duktilt stål
P**) Legeret stål
M*) Austenitisk rustfrit stål
M**) Duplex rustfrit stål
K*) Nodulært støbejern
K**) Gråt støbejern
S*) HRSA
S**) Titan
Anbefalinger
CoroTurn Prime type A
Skærkvalitet
| Bearbejdningsforhold | P | M | K |
S, HRSA |
S, Ti |
| Gode | 4415 | 2025 | 4415 | 1210 | H13A |
| Gennemsnitlige | 4425 | 2025 | 4425 | 1115 | H13A |
| Vanskelige | 2025 | 2025 | 2025 | 2025 | 1115 |
Skærgeometri
| Operation | P* | P** | M* | M** | K* | K** | S* | S** |
| Sletdrejning | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Medium | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Stål med lavt kulstofindhold og højstyrkestål/duktilt stål
P**) Legeret stål
M*) Austenitisk rustfrit stål
M**) Duplex rustfrit stål
K*) Nodulært støbejern
K**) Gråt støbejern
S*) HRSA
S**) Titan
CoroTurn Prime type B
Skærkvalitet
| Bearbejdningsforhold | P | M | K |
S, HRSA |
S, Ti |
| Gode | 4415 | 2220 | 4415 | 1210 | H13A |
| Gennemsnitlige | 4425 | 2220 | 4425 | 1115 | H13A |
| Vanskelige | 2025 | 2025 | 2025 | 2025 | 1115 |
Skærgeometri
| Operation | P* | P** | M* | M** | K* | K** | S* | S** |
| Sletdrejning | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Medium | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Skrubdrejning | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Stål med lavt kulstofindhold og højstyrkestål/duktilt stål
P**) Legeret stål
M*) Austenitisk rustfrit stål
M**) Duplex rustfrit stål
K*) Nodulært støbejern
K**) Gråt støbejern
S*) HRSA
S**) Titan
Førstevalg |
Andetvalg |
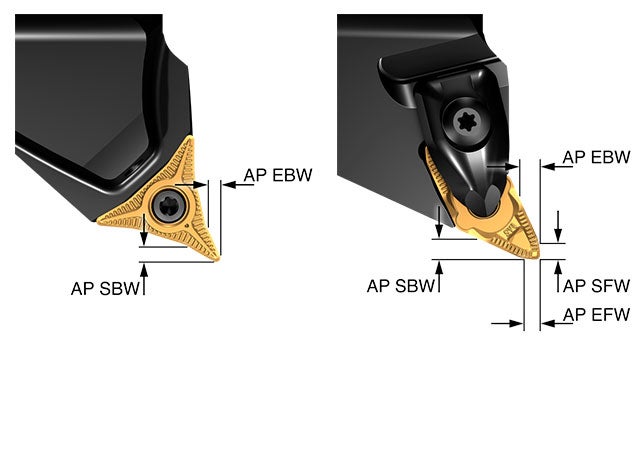
Udvendig drejning | |
Side bagud (SBW) |
Side fremad (SFW) |
Ende bagud (EBW) |
Ende fremad (EFW) |
Indvendig drejning
Ende bagud (EBW) |
Side fremad (SFW) |
Side bagud (SBW) |
Ende fremad (EFW) |
Anbefalede skæredata
Udvendig drejning
Type A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn maks. | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min. | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap maks. | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
Type B CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rec | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn maks. | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min. | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap maks. | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Indvendig drejning
Type A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn maks. | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min. | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap maks. | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
Type B CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min. | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rec | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn maks. | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min. | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap maks. | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Anvendelse af PrimeTurning™
Udvendig drejning
Mest velegnet til korte og kompakte komponenter og slanke komponenter med pinolstøtte
Egnet |
Ikke egnet |
| Korte og kompakte komponenter | Komponenter uden pinolstøtte |

|

|
| |
|
| Komponenter med pinolstøtte | |
|
Minimum diameter
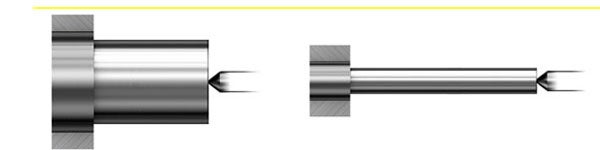
Frigang på skær og holdere gør det svært at starte med mindre end D min3 i diameter i retningen EBW (ende bagud). Men der er ingen begrænsninger når der plandrejes i retningen EFW (ende fremad), dvs. den almindelige retning.
|
|
D min3 | |
| | EBW | EFW |
| Type A |
30 (1.18") |
0 |
|
Type B |
30 (1.18") |
0 |
Indvendig drejning
CoroTurn® Prime SL-hoveder kan bruges til indvendig drejning af store diametre over 40 mm (1,575 tommer) og udhæng op til 8-10×D
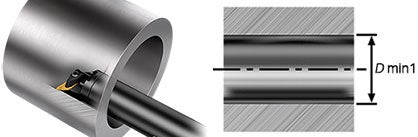
Sørg for optimal ydelse, og undgå problemer ved at overveje Dmin, når du bruger Silent Tools™-udborestænger. Tangentiel og radial afbøjning, påvirket af stangens design, udhæng og skærekraft, kan medføre tab af frigang.
Højdepunkter

Optimer værktøjsbanen
CoroPlus® Tool Path-softwaren er blevet opdateret med mange nye funktioner for at sikre maksimal produktivitet ved PrimeTurning™. Prøv en gratis prøveperiode på en måned af CoroPlus® Tool Path-softwaren, og se det selv!

Geometrien til sletbearbejdning af duktile materialer
Geometrien -L4 er optimeret til bearbejdning af stål med lavt kulstofindhold og højstyrkestål, duplex rustfrit stål og titan med lav til medium tilspænding. Denne geometri giver enestående produktivitet, selv ved lavere tilspænding, takket være den øgede skærehastighed og/eller længere værktøjslevetid sammenlignet med konventionel drejning.

Geometrien til materialer, der er svære at bearbejde
Det har altid været svært at opnå god spånkontrol i stål med lavt kulstofindhold og højstyrkestål. Geometrien -H3 er optimeret til disse materialer, så spånkontrol giver ikke anledning til bekymring.
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066