
CoroThread 266
Ekstremt stabil udvendig og indvendig gevinddrejning
OptiThreading™ løser spånproblemer og forbedrer produktiviteten
En producent af bolte til energisektoren havde problemer med lav processikkerhed og ringe effektivitet, fordi der blev dannet lange spåner ved gevinddrejningen, hvilket medførte flere maskinstop i hver cyklus. Producenten testede gevinddrejningsmetoden OptiThreading™ med følgende resultater.
| Industrisegment: | Energisektoren |
| Opgave: | Gevinddrejning |
| Gevind: | 1-3/8" - 8 UN (3,175 mm tanddeling), længde 300 mm |
| Maskine: | Doosan |
| Komponent: | Pindbolt |
| Materiale: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Kølevæske: | Ja |
| Billede foreligger ikke |  | |
 | ||
| Spånbrydningen var effektiv, når det skærende værktøj gik ind og ud af emnet, i en bearbejdningscyklus uden afbrydelser. | ||
| Værktøjsholder | 266RFG-2525-16 | 266RFG-2525-16 |
| Skær | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Skæredata | ||
| Vc (m/min.) | 50 | 110 |
| N (o/min.) | 456 | 1000 |
| Fn (mm/o.) | 3,175 | 3,175 |
| Nap (antal tilspændingsbevægelser) | 17 | 15 |
| Resultater | ||
| Udfordring | Nødvendigt at stoppe 3 gange for hver cyklus for at fjerne spåner omkring tangen og emnet | Ingen spånproblemer og fordoblet produktivitet |
| Værktøjslevetid, emner pr. skærkant | Fås ikke | Anslået fordobling af antal emner pr. skærkant |
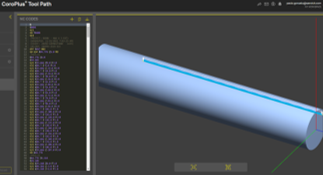
Værktøjsbane- og NC-programmet til OptiThreading™ blev genereret med den webbaserede software CoroPlus® Tool Path.
Læs mere om programmering til OptiThreading™, og tilmeld dig en 30 dages gratis prøveperiode.
"Det er ikke længere nødvendigt at stoppe tre gange for hver cyklus for at fjerne spåner omkring tangen og emnet. Og så opnår jeg en fordobling af produktiviteten og værktøjslevetiden i forhold til før."
- Producent i energisektoren
Spånkontrol og forbedret kvalitet med OptiThreading™
En producent af specialskruer i stål var utilfreds med de hyppige procesproblemer med lange spåner. De færdige emner havde desuden tendens til gratdannelse i starten af gevindet. Producenten testede gevinddrejningsmetoden OptiThreading™ med følgende resultater.
| Industrisegment: | Generel bearbejdning |
| Opgave: | Gevinddrejning |
| Gevind: | M24 (3 mm tanddeling) gevindlængde 168 mm |
| Maskine: | Traub |
| Komponent: | Specialskrue |
| Materiale: | 32CrNiMo6 QT |
| Kølevæske: | Ja |
| Billede foreligger ikke | | |
 | ||
| Kortere spåner gav en væsentlig forbedring af stabiliteten ved gevinddrejning og fjernede kvalitetsproblemet i starten af gevindet. | ||
| Værktøjsholder | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Skær | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Skæredata | ||
| Vc (m/min.) | 90 | 106 |
| N (o/min.) | 1200 | 1400 |
| Fn (mm/o.) | 3 | 3 |
| Nap (antal tilspændingsbevægelser) | 18 | 13 |
| Resultater | ||
| Årsager til værktøjsskift | Problemer med dannelse af lange spåner | Ingen spånproblemer |
| Værktøjslevetid, emner pr. skærkant | 10 stk./skærkant | 20 stk./skærkant |
| Ekstra oscillerende løfteafstand | - | 0.2 |
Værktøjsbane- og NC-programmet til OptiThreading™ blev genereret med den webbaserede software CoroPlus® Tool Path.
Læs mere om programmering til OptiThreading™, og tilmeld dig en 30 dages gratis prøveperiode.
Gevindproduktion uden maskinstop med OptiThreading™
En producent af stålstænger med gevind havde problemer med lav produktivitet og ressourcekrævende produktion på grund af dårlig spånkontrol. Producenten testede gevinddrejningsmetoden OptiThreading™ med følgende resultater.
| Industrisegment: | Generel bearbejdning |
| Opgave: | Gevinddrejning |
| Gevind: | MF40 X 3 gevindlængde 187 mm |
| Maskine: | Biglia B545-SL |
| Komponent: | Gevindstang |
| Materiale: | Rustfrit stål Aisi303 |
18 %
produktivitetsstigning
+15 %
reduktion af cyklustiden
+23 %
omkostningsreduktion
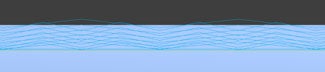
 |  | |
| Der blev dannet lange spåner over revolveren og værktøjet, som medførte, at maskinen hele tiden skulle stoppes for at fjerne spånerne. | Kortere spåner gjorde det muligt at køre produktionen uden uplanlagte maskinstop. Større forudsigelighed af værktøjssliddet muliggjorde samtidig bedre produktionsplanlægning. | |
| Værktøjsholder | 266RFG-2525-16 | 266RFG-2525-16 |
| Skær | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Skæredata | ||
| Vc (m/min.) | 119 | 119 |
| N (o/min.) | 947 | 947 |
| Fn (mm/o.) | 3 | 3 |
| Nap (antal tilspændingsbevægelser) | 15 | 13+1 (nul overløb) |
| Resultater | ||
| Udfordring | Ringe spånkontrol og flere maskinstop | God spånkontrol, sikker produktion og forudsigelig værktøjslevetid |
Værktøjsbane- og NC-programmet til OptiThreading™ blev genereret med den webbaserede software CoroPlus® Tool Path.
Læs mere om programmering til OptiThreading™, og tilmeld dig en 30 dages gratis prøveperiode.
OptiThreading™ løser spånproblem
En producent af samlingsbolte til bilindustrien havde problemer med kvaliteten og effektiviteten, fordi der blev dannet lange spåner ved drejning. Producenten testede gevinddrejningsmetoden OptiThreading™ med følgende resultater.
| Industrisegment: | Generelt |
| Opgave: | Gevinddrejning |
| Gevind: | Trapez, tanddeling 4 mm, diameter 80 mm x længde 465 mm |
| Maskine: | Mazak |
| Komponent: | Samlingsbolt |
| Materiale: | 42CrMo |
| Køling: | Ja |
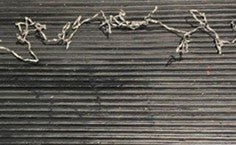
 |  | |
| De lange spåner snoede sig omkring emnet og gav problemer, der krævede både opmærksomhed og handling af maskinoperatørerne. | Kortere spåner brydes effektivt, og operatørerne kan lade processen køre uovervåget og løse andre opgaver samtidig. | |
| Værktøjsholder | 266RFG-2525-22 | 266RFG-2525-22 |
| Skær | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Skæredata | ||
| Vc (m/min.) | - | - |
| N (o/min.) | 379 | 379 |
| Fn (mm/o.) | 4 | 4 |
| Nap (antal tilspændingsbevægelser) | 15 | |
| Resultater | ||
| Årsager til værktøjsskift | Problemer med dannelse af lange spåner. Nødvendigt at stoppe 2-3 gange pr. emne | Ingen spånproblemer |
| Værktøjslevetid, emner pr. skærkant | 25 stk./skærkant | 15 stk./skærkant |
| Ekstra oscillerende løfteafstand | 0 | 0.6 |

Værktøjsbane- og NC-programmet til OptiThreading™ blev genereret med den webbaserede software CoroPlus® Tool Path.
Læs mere om programmering til OptiThreading™, og tilmeld dig en 30 dages gratis prøveperiode.
"Vi reducerede antallet af emner, vi kunne producere pr. skær, men opnåede perfekt spånkontrol, og det er i dette tilfælde af langt større værdi for os. Når det ikke er nødvendigt at overvåge bearbejdningsprocessen, kan vores operatører fokusere på andre opgaver."
- Producent af bildele
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066