
CoroTap® 100
CoroTap 100 er et udvalg af gevindtappe med lige spånkanal, der er optimeret til kortspånede ISO K-, ISO N- og ISO H-materialer. Velegnet til gennemgående huller og bundhuller.
Hullet
Til grundberegninger af hulstørrelse bruges de gældende formler for skærende gevindtappe.

Emnet
Når hullet er analyseret, prøv at se på emnematerialet, komponentformen og antal huller.

Maskinen
Maskinen påvirker: Overvej altid:

Værktøjsholder
CoroChuck® 970 er designet til at sikre stabil og præcis gevindskæring i alle materialer. Den forbedrer gevindtappens levetid, overfladekvaliteten og giver den største processikkerhed.
Applikationstip

Valg af den rette gevindtap og skærehastighed
De generelle hastigheder fremgår af kataloger. Overvej at bruge den anbefalede værdi som en sikker startværdi. For at få mere præcise skæredata skal du altid bruge

Køling
Køling er afgørende for vellykket gevindskæring. Kølevæsketilførslen påvirker spånafgang, gevindkvalitet og værktøjslevetid.

Nøglen til vellykket gevindskæring
Følg disse trin for at sikre god gevindskæring og høj produktkvalitet.
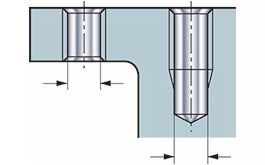
Type fas til gevindskæring
Den type hul, der skal gevindskæres, er afgørende for, hvilken fastype der er bedst egnet. Der er to forskellige fastyper, C og E.
Gode apps


Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066