
CoroCut® QD
Det mest driftssikre system til afstikning

MX-produktion af aksler test
CoroCut® QD kombineret med -RM geometri gav længere værktøjslevetid og bedre spånkontrol end konkurrentens løsning.
| Komponent: | MX-skaft |
| Materiale: | 42CrMo4+QT |
| Operation: | sporstikning |
| Maskine | Niles Simmons N30 |
| Køling: | MX-skaft |
100 %
Værktøjslevetid
| CoroCut® QD | Konkurrent | |
| Skær | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, rpm (o./min.) | 290 | 290 |
| vc m/min. (ft/min.) | 160-180 (525-591) | 160-180 (525-591) |
| fn mm/o. (tommer/o.) | 0,3 (0,012) | 0,3 (0,012) |
| ap mm (tommer) | 2,7 (0,106) | 2,7 (0,106) |
| Værktøjslevetid: | 2 komponenter | 1 komponent |

Afstikning med Y-akse-afstikning TYSKLAND
| Komponent: | CoroChuck™ 930 |
| Materiale: | X40 og 16MnCr5 Ø102 mm |
| Operation: | Afstikning |
| Maskine | Gildemeister GMX400 & STAMA MC734/MT-2C |
3X
Højere tilspænding
| Reference | Anbefalet | |
| Værktøj | QD-NN2H60C25A | QD-NN1H60C25AY |
| Skær | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/min. (ft/min.) | 120 (394) | 120 (394) |
| fn mm/o. (tommer/o.), X40 materiale | 0,10 (0,004) | 0,30 (0,012) |
| fn mm/o. (tommer/o.), 16MnCr5-materiale | 0,15 (0,006) | 0,35 (0,014) |
Bearbejdning af pumpeadapter USA
Udfordring
Kunden var på udkig efter en løsning, der kunne klare problemer med uforudsigelig værktøjslevetid og dårlig produktivitet.Resultater
Flere hundrede procent flere dele pr. skærkant og en kortere produktionstid.
Fordele ved at skifte til Corocut QD
- Bedre værktøjslevetid, fra 150 til 600 stk. pr. skærkant
- Produktiviteten øget med 43 %
- 34 timers produktionstid sparet
CoroCut QD kunne bearbejde fire gange så mange komponenter pr. skærkant på meget kortere tid.
| Operation | Afstikning af rund stang, Ø 46 mm (1,81 tommer) |
| Emnemateriale | Rustfrit stål, P5.0.2.PH (320 HB) |
| Værktøj | QD-NG-0300-0003-CR 1135 |
| Skær | QS-QD-RFG26C2525D |
+300 %
Værktøjslevetid
| CoroCut QD | Konkurrent | |
| Indgrebstid (min.) | 47 | 140 |
| vc m/min. (ft/min.) | 91.4 (300) | 64 (210) |
| fn mm/o. (tommer/o.) | 0.076 (0.003) | 0.089 (0.0035) |
| Værktøjslevetid (stk.) | 600 | 150 |
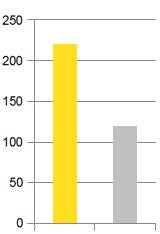
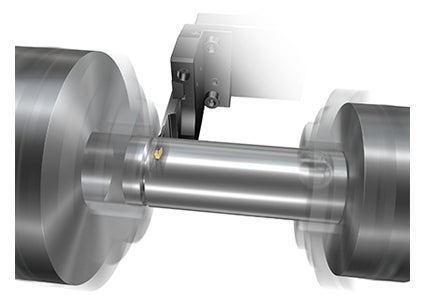
Afstikning stænger KINA
Med højere skæredata øgede CoroCut QD værktøjslevetiden med 83 procent. Dette skyldes over- og underkølevæsken, RC-fastspændingen og den stærke skærbelægning.
| Operation | Afstikning af rund stang, Ø 46 mm (1,81 tommer) |
| Emnemateriale | Rustfrit stål, P5.0.2.PH (320 HB) |
| Værktøj | QD-NG-0300-0003-CR 1135 |
| Skær | QS-QD-RFG26C2525D |


CoroCut QD
Konkurrerende mærke
+83 %
Værktøjslevetid
| CoroCut QD | Konkurrent | |
| vc m/min. (ft/min.) | 105 (344) | 90 |
| fn mm/o. (tommer/o.) | 0.17 (0.007) | 0,15 (0,006) |
| Værktøjslevetid (stk.) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066