
CoroCut® 2
Nyt koncept, større fordele
Kundecase
Længere værktøjslevetid
Værktøjslevetid
Omkostninger pr. del
| Komponent: | Øvre skaft |
| Industrisegment: | Automotive |
| Materiale: | P1.2.Z.HT (S45C) |
| Operation: | Afskæring |
| Maskine: | Es |
Udfordring: For at forbedre værktøjslevetiden og reducere problemet med skærbrud.
Resultat: Med CoroCut® 2 øgede kunden værktøjslevetiden med 130 %.
| Konkurrent | Sandvik Coromant | |
| Værktøj | - | C2R-RS25-LE08B |
| Skær | - | C2I-E2N-0200-0002-CM 4425 |
| n, omdr./min. | 2300 | 2600 |
| vc, m/min (ft/min) | 110 (361) | 120 (394) |
| fn, mm/omdr. (tommer/omdr.) | 0.06 (0.0024) | 0.05 (0.0020) |
| ap, mm (tommer) | 6 (0.236) | 6 (0.236) |
| Skæretid, sek | 8 | 8 |
| Indekseringskriterier | Risiko for skærbrud | Forudbestemt værktøjslevetid |
| Værktøjslevetid, stk. | 350 | 800 |
Kundecase
Længere værktøjslevetid
Forøgelse af værktøjslevetid
V-profil

Skinneprofil

| Komponent: | Normalt åben ventilindsugningstætningsbase |
| Industrisegment: | Elektronik |
| Materiale: | Rustfrit stål 304, M1.0.Z.AQ, 200 HB |
| Operation: | Afstikning |
| Kølervæske: | 50 bar udvendig olie |
| Maskine: | CNC-langdrejemaskine |
Udfordring: Kundens V-profilskærbevægelse forårsagede overskæring eller mindre skæring.
Resultat: Med CoroCut® 2 skinneprofilskær øgedes værktøjslevetiden med 71% pr. skærkant.
| Konkurrent | Sandvik Coromant | |
| Værktøj | - | C2R-RS16-LE17DS |
| Indsats | - | C2I-E2N-0200-0002-CM 1225 |
| n, omdr./min. | 1800 | 1800 |
| fn, mm/omdr. (tommer/omdr.) | 0.05 (0.002) | 0.05 (0.002) |
| ap, mm (tommer) | 0.3 (0.012) | 0.3 (0.012) |
| Skæretid, sek | 6 | 6 |
| Årsag til værktøjsskift | Forudbestemt slidkriterium | Forudbestemt slidkriterium |
| Værktøjslevetid, stk. | 700 | 1200 |
Kundecase
Længere værktøjslevetid
Forøgelse af værktøjslevetid
Skærslid efter 85 stk.

| Komponent: | Molær kop |
| Industrisegment: | Medicinsk |
| Materiale: | Kobolt-krom Mo-legering 310 HB |
| Operation: | Skrubdrejning |
| Kølervæske: | Emulsion, udvendig |
| Maskine: | Okuma LT2000 |
Udfordring: Kunden ønskede optimeret RCMT-ydeevne. Konkurrent og Sandvik Coromant foretog prøvesammenligningen.
Resultat: Med implementeringen af CoroCut® 2 har vi opnået en bemærkelsesværdig fordobling af ydelsen pr. skærkant i forhold til konkurrenten.
| Konkurrent | Sandvik Coromant | |
| Værktøj | - | RF123H051-12BM |
| Indsats | - | C2I-H2N-0500-RM 1225 |
| n, omdr./min. | 700 | 700 |
| vc, m/min (ft/min) | 70 (230) | 70 (230) |
| fn, mm/omdr. (tommer/omdr.) | 0.08–0.3 (0.003–0.012) | 0.08–0.3 (0.003–0.012) |
| ap, mm (tommer) | 0.75 (0.030) | 0.75 (0.030) |
| Skæretid, sek | 20 | 20 |
| Årsag til værktøjsskift | Risiko for skærnedbrud | Risiko for skærnedbrud |
| Værktøjslevetid, stk. | 30 | 60 |
Kundecase
Længere værktøjslevetid
Produktivitetsstigning
Omkostningsreduktion
Medicinsk skrue

| Komponent: | Skrue |
| Industrisegment: | Medicinsk |
| Materiale: | Rustfrit stål 40 HRC |
| Operation: | Afstikning |
| Kølervæske: | Tågekølervæske |
| Maskine: | Glidende hoved (Citizen) |
Udfordring: At øge værktøjslevetiden, spånkontrollen og reducere cyklustiden og omkostningerne pr. komponent
Resultat: Reduceret cyklustid og omkostninger pr. del med længere værktøjslevetid. Spånkontrollen blev også forbedret.
| Konkurrent | Sandvik Coromant | |
| Værktøj | - | C2R-QS12-RE11AD |
| Indsats | - | C2I-E2N-0200-0004-GF 1225 |
| n, omdr./min. | 995 | 1393 |
| vc, m/min (ft/min) | 25 (82) | 35 (115) |
| fn, mm/omdr. (tommer/omdr.) | 0.03 (0.001) | 0.08 (0.003) |
| ap, mm (tommer) | 4 (0.157) | 4 (0.157) |
| Skæretid, sek | 2 | 1.08 |
| Værktøjslevetid, stk. | 700 | 1500 |
Kundecase
Længere værktøjslevetid
Værktøjslevetid

| Komponent: | Monteringsstik |
| Industrisegment: | Automotive |
| Materiale: | M1.0.Z.AQ (304 L) |
| Operation: | 2 mm afstikning Komponentdiameter 11 mm |
| Maskine: | Citizen |
Udfordring: Kunden ønskede at øge værktøjslevetiden, reducere omkostningerne pr. del, forbedre overfladekvaliteten og mindske gratdannelsen.
Resultat: Med CoroCut® 2 kunne kunden overvinde alle udfordringer og opnå en 140% længere værktøjslevetid.
| Konkurrent | Sandvik Coromant | |
| Skær | - | C2I-E2N-0200-0002-CM1225 |
| n, omdr./min. | 2400 | 2400 |
| vc, m/min (ft/min) | 83 (272) | 83 (272) |
| fz, mm/z (in/z) | 0.03 (0.001) | 0.03 (0.001) |
| ap, mm (tommer) | 5.5 (0.217) | 5.5 (0.217) |
| Skæretid, sek | 5 | 5 |
| Indekseringskriterier | Gratdannelse | Ingen grater, nominelt fasslid |
| Værktøjslevetid, stk. | 250 | 600 |
Kundecase
Forbedret spånkontrol
Produktivitetsstigning
Omkostningsreduktion
| Komponent: | Down hole plunger |
| Industrisegment: | Olie og gas |
| Materiale: | P1.1.Z.HT |
| Operation: | Maskine 14 spor på OD |
| Maskine: | Mazak Quick Turn Nexus 250 |
Udfordring: Dårlig spånkontrol forårsager maskinforsinkelser og sænker produktiviteten.
Resultat: CoroCut® 2 og QS™ systemet med over- og underkøling giver forbedret spånkontrol. Kunden kan bruge højere skæredata og dermed reducere de samlede omkostninger pr. del.
| Konkurrent | Sandvik Coromant | |
| Værktøj | - | C2R-QSA16-RH25-CB |
| Indsats | - | C2I-H2N-0400-0004-TF 4425 |
| vc, m/min (ft/min) | 152 (500) | 244 (800) |
| fn, mm/omdr. (tommer/omdr.) | 0.10 (0.004) | 0.15 (0.006) |
| ap, mm (tommer) | 3.8 (0.150) | 3.8 (0.150) |
| Kølervæske: | Udvendig køling | Gennemgående værktøj, over og under |
| Værktøjslevetid, stk. | 20 | 38 |
Præstation
Kvalitet GC1225
Forøgelse af værktøjslevetid
GC1125

GC1225

| Komponent/segment: | Komponent til bilindustrien |
| Materiale: | Bearbejdet, P2.1.Z.AN, 180 HB |
| Operation: | Udvendig sporstikning, sletbearbejdning, emulsion |
Resultat: Kvalitet GC1225 gav 36% længere værktøjslevetid sammenlignet med den eksisterende kvalitet GC1125.
| GC1125 | GC1225 | |
| Indsats | N123H2-0400-0004-GF 1125 | C2I-H2N-0400-0004-GF 1225 |
| vc, m/min (ft/min) | 260 (853) | 260 (853) |
| fn, mm/omdr. (tommer/omdr.) | 0.15 (0.006) | 0.15 (0.006) |
| Værktøjslevetid, stk. | 178 | 243 |
Præstation
Værktøjsholdere med præcisionskøling
Produktivitet
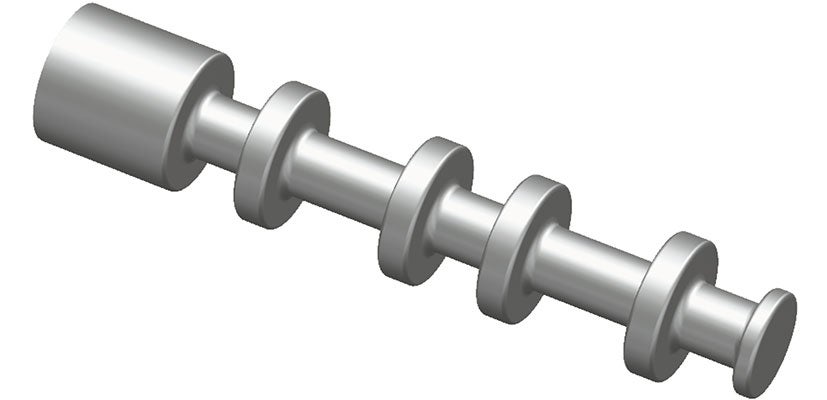
| Komponent/segment: | Knastaksel |
| Materiale: | 4340 AISI P2.2.Z.AN |
| Operation: | Lommefræsning (bølgeformmetode) |
| Maskine: | Okuma LT3000 |
Resultat: De nye værktøjsholdere giver højere skæredata og væsentligt længere værktøjslevetid.
| Fjederlås | Skruefastspænding | |
| Værktøj | RF123J00C16E | C2R-QSA16-RJ25CB |
| Indsats | N123J2-0600-RM | N123J2-0600-RM |
| n omdr./min. | 1300 | 1300 |
| vc, m/min (ft/min) | Variabel | Variabel |
| fz mm/omdr. (in/omdr.) | 0.45 (0.018) | 0.55 (0.022) |
| ap mm (tommer) | 1.2 (0.047) | 1.2 (0.047) |
| Værktøjslevetid, stk. | 20 | 20 |
| Resultat: | Behov for at skifte værktøjsholder hver 6.-8. uge | Ny værktøjsholder holder i mindst 6 måneder |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066