
CoroTurn XS
Indvendig bearbejdning af små detaljer af høj kvalitet
Vejledninger

Spændetangsadapter
Brug en spændetangsadapter for at opnå stabil fastspænding og optimal ydelse. Med bedre stabilitet minimeres mikrovibrationer og der kan opnås længere værktøjslevetid.

Adaptere til udvendig værktøjsholder
Når antallet af placeringer af de cylindriske værktøjer er begrænset eller ikke mulige, kan der bruges adaptere med firkantet skaft til en udvendig værktøjsholder i langdrejemaskiner. Det giver mere plads og højere produktivitet i maskinen.

Langdrejemaskiner
Lær, hvordan du konfigurerer langdrejemaskiner for at opnå konsistent og effektiv bearbejdning.
Langdrejemaskiner
Anbefalinger
Valg af værktøj
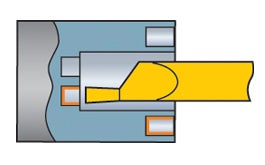
Drejning (CXS-xxT…)
Drejning 98º og 90º til huller ned til 0,3 mm (0,012 tommer).
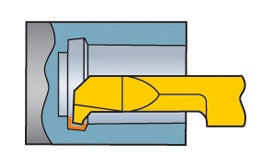
Profildrejning (CXS-xxR…)
Til huller ned til 4,2 mm (0,165 tommer), skærradier 0,5–1 mm (0,02–0,039 tommer).
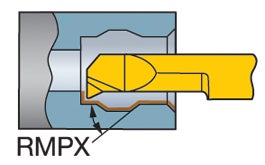
Sporstikning (CXS-xxG…)
Alle sporstikningsværktøjer producerer spor med en flad bund og skarpe hjørneradier. Til huller ned til 2,0 mm (0,079 tommer), skærbredde: 0,5–2 mm (0,020–0,079 tommer).
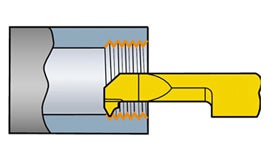
Gevinddrejning (CXS-xxTH…)
Fuldprofilværktøjer til kvalitetsgevind i én operation. Til huller ned til 4,2 mm (0,165 tommer). Gevindformer: VP60, M60, UN60, WH55, NPT60, TR30.
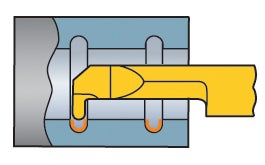
Aksialsporstikning (CXS-xxF…)
Til de smalleste spor med de mindste diametre. Diametre fra 0,2 mm (0,008 tommer) og en spordybde op til 30 mm (1,18 tommer).
Forafstikning (CXS-xxGX…)
Til huller ned til 5,2 mm (0,205 tommer).
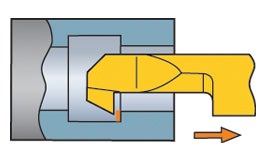
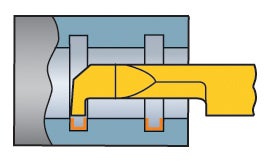
Bagdrejning (CXS-xxB…)
Til huller ned til 4,2 mm (0,165 tommer).
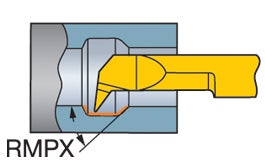
Kopidrejning (CXS-xxTE…)
Indvendig kopidrejning til huller ned til 4,2 mm (0,165 tommer).
Skæredata
CoroTurn® XS-serien er beregnet til lette skæredata med en spåndybde på 0,05-0,6 mm (0,002-0,024 tommer) og en tilspænding på 0,01-0,05 mm (0,0004-0,0016 tommer).
Kvaliteter
- Førstevalgskvaliteten til drejning er PVD-belagt GC1125, der er beregnet til at give en længere værktøjslevetid i ISO P, M, N og S materialer
- Førstevalgskvalitet til almindelig bearbejdning er GC1025 med et tyndt lag PVD, der er beregnet til gennemsnitlig skærehastighed; det giver en pålidelig værktøjslevetid i ISO P-, M-, N- og S-materialer
- Den ubelagte kvalitet H10F er et alternativ. Fås til ISO N, ikke-jernholdige materialer, eller når en ekstremt skarp skærkant er nødvendig
- Til hærdet stål, ISO H, skal du bruge CBN-kvalitet CB7014
Geometrier
- Førstevalg: Fladslebet geometri med en ekstremt skarp skærkantlinje
- Til optimering: Brug slebet A-geometri for at få fremragende spånkontrol og undgå spånhamring i små huller
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066