
CoroMill® MS20
En ny type hjørnefræsning
Sortimentsoversigt
Fræserkroppe
| Fræserdiameterområde | 15,8-84 mm (tilsvarende i tommer) | |
| Fræserkropkobling | Cylindrisk skaft, Coromant® EH, MSSC, dorn, Coromant Capto® og Weldon (tommer) | 119 artikler |
| Fræserkropkobling | CIS og Weldon (metrisk) | 13 artikler |

CAPP-familien M253 fås til fræserkroppe.
Skær
| Skær IC-størrelse | IC10 |
| Skærgeometri | E-L50, M-M20 og M-M30 |
| Skærets hjørneradius | 0,2, 0,4, 0,8 og 1,6 |
| Skærkvalitet | 1040, 2040, S30T og S40T |
| Antal artikler | 27 |
Skæredata
hex anbefalinger
| ISO-område | Kvaliteter | hex, mm (tommer) | hex, mm (tommer) | hex, mm (tommer) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040, 2040 | 0,1 (0,05-0,15) 0,004 (0,002-0,006) | 0,1 (0,08-0,15) 0,004 (0,003-0,006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0,08 (0,05-0,12) 0,003 (0,002-0,0047) | 0,08 (0,05-0,12) 0,003 (0,002-0,0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0,1 (0,05-0,15) 0,004 (0,002-0,006) | 0,1 (0,08-0,15) 0,004 (0,003-0,006) | 0,3 (0,08-0,2) 0,0051 (0,003-0,008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0,08 (0,05-0,12) 0,003 (0,002-0,0047) | 0,08 (0,05-0,12) 0,003 (0,002-0,0047) | 0,1 (0,08-0,15) 0,004 (0,003-0,006) |
Anbefalet skærehastighed
| Materiale | Kvalitet | vc m/min. (ft/min.) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75-155 (246-509) |
| 2040 | 90-135 (295-443) | |
| S30T | 90-155 (295-509) | |
| S40T | 135-235 (443-771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80-110 (262-361) |
| 2040 | 90-135 (295-443) | |
| S30T | 90-130 (295-427) | |
| S40T | 90-135 (295-443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35-80 (115-262) |
| S30T | 35-105 (115-344) | |
| S40T | 35-60 (115-213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30-50 (98-164) |
| S30T | 30-55 (98-180) | |
| S40T | 25-50 (82-164) |
Skæredata, APMX og AZ
| APMX | 9 mm (0,35 tommer) |
| Anbefalet ap | 4 mm (0,16 tommer) |
| AZ | 1 mm (0,04 tommer) |
Skæredata, lineær ramping og spiralramping
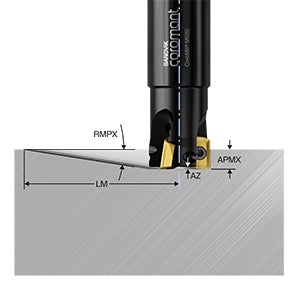
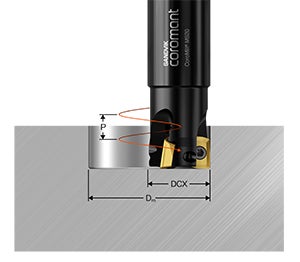
| DCX, metrisk | DCX, tommer | RMPX (grader) | Lm, mm (tommer) | Maks. Dm, mm (tommer) | Flad min. Dm, mm (tommer) | Min. Dm, mm (tommer) |
| | ⅝" | 7,8 | 65,7 (2,85) | 30,15 (1,19) | 27,75 (1,08) | 23,75 (0,93) |
| 16 mm | | 7,7 | 66,6 (2,61) | 30,4 (1,2) | 28 (1,10) | 25 (0,97) |
| | ¾" | 5,4 | 95,2 (2,57) | 36,5 (1,44) | 34,1 (1,33) | 30,1 (1,18) |
| 20 mm | | 4,9 | 105 (4,13) | 38,4 (1,50) | 36 (1,42) | 33 (1,3) |
| 25 mm | | 3,3 | 156,1 (6,15) | 48,4 (1,91) | 46 (1,80) | 43 (1,68) |
| | 1" | 3,2 | 161 (6,34) | 46,8 (1,82) | 46,8 (1,83) | 42,8 (1,68) |
| | 1 ¼" | 2,2 | 234,3 (9,21) | 61,9 (2,44) | 59,5 (2,33) | 55,5 (2,18) |
| 32 mm | | 2,2 | 234,3 (9,21) | 62,4 (2,46) | 60 (2,35) | 57 (2,23) |
| | 1 ½" | 1,7 | 303,2 (11,94) | 72,2 (2,83) | 72,2 (2,83) | 68,2 (2,68) |
| 40 mm | | 1,6 | 322,2 (12,68) | 78,4 (3,09) | 76 (2,98) | 73 (2,86) |
| 50 mm | | 1,2 | 429,7 (16,92) | 98,4 (3,86) | 96 (3,78) | 93 (3,65) |
| | 2" | 1,2 | 429,7 (16,92) | 97,6 (3,83) | 97,6 (3,83) | 93,6 (3,68) |
Skæredata, dykfræsning


Aksiale skærekræfter
| ISO-område | Referencemateriale | Maks. ae, mm (tommer) | Tilspænding, mm/z (tommer/z) |
| ISO M | M1.0.Z.AQ (1.4404 / 316L) | 4 (0,157) | 0,10 (0,08-0,15) (0,004 (0,003-0,006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0,157) | 0,08 (0,05-0,12) (0,003 (0,002-0,0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0,118) | 0,08 (0,05-0,12) (0,003 (0,002-0,0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0,118) | 0,08 (0,05-0,12) (0,003 (0,002-0,0004)) |
Variabel spåndybde
- Ved øget værktøjsslid på skæret, især ved bearbejdning af ISO M-materialer, kan spåndybden (ap) ændres ved hvert overløb, så stråleslid udvikles langsommere
- Offset-værdi for ap: 25-75 % af APMX
2,5 til 6,5 mm (0,098 til 0,256 tommer) anbefales til CoroMill® MS20

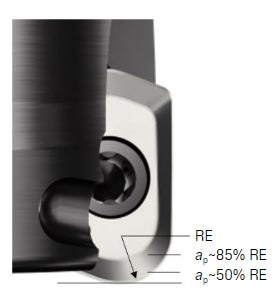
Brug af stor radius
- En større hjørneradius på skæret øger sikkerheden, især ved hjørnefræsning i forbindelse med lommefræsning samt ved ramping med en større ramping-vinkelværdi
- Skærekraft/spindelbelastning øges
- Overfladekvaliteten vil være dårlig
- Kan medføre vibrationer i applikationer med udhæng
- Ved brug med ap ≤85 % RE minimeres strålesliddet markant
- Ved brug med ap ≤ 50 % RE kan der anvendes fræsestrategier med høj tilspænding
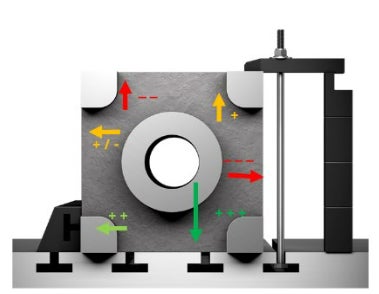
Fiksturbegrænsninger
- Der skal ses på fastspændingen ved valg af skæreretning og ved retningsskift
- Med en skæreretning frem mod maskinbordet opnås den højeste stabilitet efterfulgt af stabil støtte monteret på bordet
Bearbejdningsproblemer i ISO M
Applikationer
- Åben og lukket lommefræsning
- Fuldsporsfræsning og hulfremstilling med spiralramping-cyklusser
- Lommefræsning med langt udhæng
- Hjørnefræsning med lille indgreb
- Multitask-drejefræsning
Udfordringer
- Spåndannelse
- Skærsikkerhed og -pålidelighed
- Bearbejdning med langt udhæng
- Forudsigelig og gentagen værktøjslevetid
CoroMill® MS20-løsning
- Opnå fremragende spånbrydning og -afgang ved bearbejdning af klæbende materialer med M-M20 geometrien
- Opnå højere sikkerhed ved bearbejdning af sejere materialer (duplex) med M-M30 geometrien. Takket være geometriens større skærkantsejhed kan skæret bruges med højere produktivitet (høje skæredata) under stabile driftsforhold
- Brug E-L50 geometrien til bearbejdning af lange udhæng, hvor en skarpere og dermed mere letskærende skærkant vil hjælpe med at reducere vibrationer
- Robust designet stålskaft, der sikrer bedre stabilitet og mindre afbøjning
- De to skærkanter har samme værktøjslevetid, og M-M20 geometrien giver forudsigelige og jævne slidmønstre, især ved bearbejdning af austenitisk rustfrit stål
Bearbejdningsproblemer i ISO S
Applikationer
- Åben og lukket lommefræsning
- Fuldsporsfræsning og hulfremstilling med spiralramping-cyklusser
- Lommefræsning med langt udhæng
- Hjørnefræsning med lille indgreb
- Multitask-drejefræsning
Udfordringer
- Spånafgang
- Skærsikkerhed og -pålidelighed
- Værktøjslevetid
- Fræserkrop beskadiget (spånfriktion)
CoroMill® MS20-løsning
- Brug E-L50 geometrien for at opnå god spåndannelse og spånafgang ved bearbejdning af klæbende materialer
- Geometrierne M-M20 og M-M30 giver højere sikkerhed i mere krævende applikationer til bearbejdning af hhv. titan og Inconel
- Takket være disse geometriers større skærkantsejhed kan skærene bruges med højere produktivitet (høje skæredata) under stabile driftsforhold
- Robust designet stålskaft, der sikrer bedre stabilitet og mindre afbøjning. Det forbedrede materiale til værktøjskroppen kan bedre modstå spånfriktion
CoroPlus® Tool Guide til CoroMill® MS20

- Brug online-værktøjet CoroPlus® Tool Guide til at få hurtige og præcise værktøjsanbefalinger, der er skræddersyet til jeres specifikke applikationskrav,
- Vælg det rette værktøj og de rette parametre til opgaven, baseret på værktøj, opgave, materiale og maskine
- Let at bruge, let at vælge
- Understøtter alle CoroMill® MS20-applikationsområder
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066