
CoroMill 490
Førstevalg til almindelig og gentagen hjørnefræsning

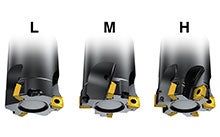
Vælg den rigtige skærgeometri
Let (-L) Medium (-M) Skrub (-H)
Sådan vælger du den rigtige tanddeling
Når du vælger det mest velegnede antal effektive skærkanter, zc, til operationen, er det vigtigt at overveje tanddelingen (afstanden mellem skærkanterne).
Læs mere

Vælg den rigtige værktøjsholder
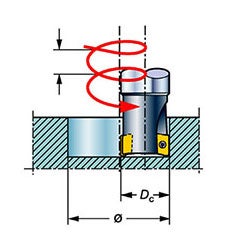
Værktøjsmonteringen har den største påvirkning på fræseresultatet. Jo større spåndybden er, desto vigtigere bliver koblingens størrelse og stabilitet, fordi der forekommer store radiale kræfter ved brug af hjørne-/planfræsere og især valsefræsere.
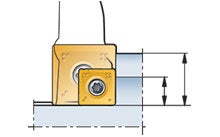
Spåndybde
Skærstørrelse 08 Skærstørrelse 14

Applikationstips

Applikationscheckliste og -tip
Hvad skal du overveje, når du udfører en hjørnefræsningsoperation? Find nogle nyttige tips og tricks her.
Spåndannelse
Vellykket spåndannelse og spånafgang er nøglen til fræseoperationer af høj kvalitet. Læs mere om, hvordan du danner de perfekte spåner, og glem ikke den gyldne regel: Bearbejd fra tyk til tynd.
Fræserposition
Hver gang en fræseskærkant går i indgreb udsættes den for en chokbelastning. Den rette type kontakt mellem skærkant og materiale ved indføringen i og ved udgangen af indgrebet skal tages i betragtning for at opnå en vellykket fræsning.
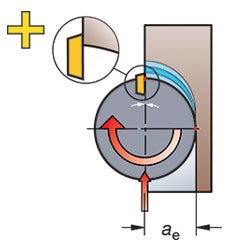
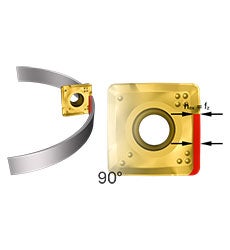
Indføring i komponenten
Hjørnefræsning har ofte et mindre radialt indgreb, og det er derfor vigtigt at være opmærksom på tilspændingen pr. tand (fz) vs. maksimal spåntykkelse (hex).
Hvis du beregner skæreparametrene i henhold til den rigtige hex-værdi, sikrer du et godt skæreforløb med bedre overfladekvalitet og værktøjslevetid.
Anbefalinger
Valg af fræserkrop
●
Vanskelige betingelser

L
Begrænset stabilitet og kraft
Dybe fuldsporsoperationer
Laveste skærekræfter
◐
Almindelige betingelser

M
Almindelig fræsning
○
Gode betingelser

H
Kortspånede materialer
Varmebestandige materialer
Kantbearbejdning
Førstevalg i skær
| Skrubdrejning | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Medium | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Sletbearbejdning | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066