
CoroMill® MH20
Lommefræsning med høj tilspænding
Performancetest, ISO S
| Komponent: | Flyvingeophæng |
| Materiale: | S4.3.Z.AN (Ti6Al4V) |
| Operation: | Lommefræsning |
| Maskine: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
+32 % værktøjslevetid
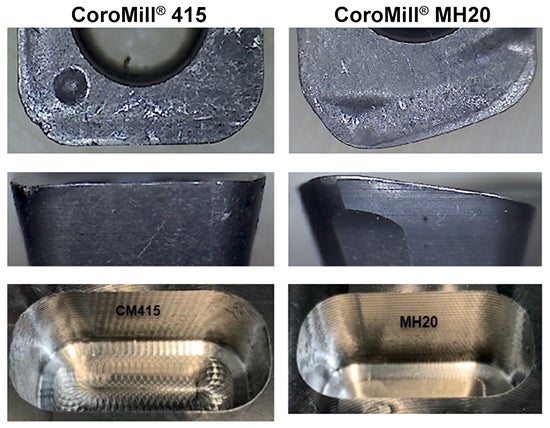
| CoroMill® 415 | CoroMill® MH20 | |
| Værktøj | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Skær | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Værktøjsudhæng, mm (tommer) | 40 (1.575) | 40 (1.575) |
| vc, m/min. (ft/min.) | 69 (226) | 69 (226) |
| n, o/min. | 1000 | 1000 |
| fz, mm/z (tommer/z) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min. (tommer/min.) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (tommer) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (tommer) | 16 (0.630) | 15.8 (0.622) |
| Værktøjslevetid, min. | 49 | 64.5 |
Resultat:
Med CoroMill® MH20 kunne kunden forbedre værktøjslevetiden med 32 % og opnå langt bedre overfladekvalitet. Skærhjørnet på CoroMill® MH20 udviste en bedre skærkantsikkerhed og mindre tendens til vibrationer.
Performancetest, ISO M
| Komponent: | Komponent til maskine i fødevareindustrien |
| Materiale: | M1.0.Z.AQ (AISI 304) |
| Operation: | Skivefræsning |
| Maskine: | DMG MORI NT4250, Coromant Capto® C6 |
Sikker og pålidelig performance
| Konkurrerende mærke | Sandvik Coromant | |
| Værktøj | DCX: 25 mm (1 tommer), zn: 4 | MH20-025A25-06H, zn: 4 |
| Skær | - | MH20-06 03 20E-L30 1040 |
| Værktøjsudhæng, mm (tommer) | Tang + 70 (2,76)=160 (6,30) | Tang + 90 (3,54)=180 (7,09) |
| vc, m/min. (ft/min.) | 120 (394) | 120 (394) |
| n, o/min. | 1530 | 1530 |
| fz, mm/z (tommer/z) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min. (tommer/min.) | 5200 (205) | 5200 (205) |
| ap, mm (tommer) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (tommer) | 20 (0.787) | 20 (0.787) |
| Værktøjslevetid, min. | 3 komponenter / 49,5 min. | 3 komponenter / 49,5 min. |
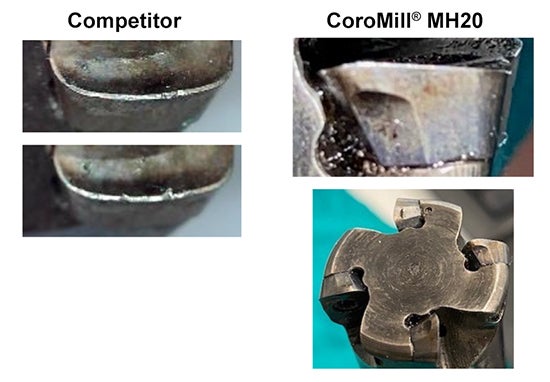
Resultat:
Efter at have bearbejdet tre komponenter viste skæret af konkurrerende mærke tydelige tegn på stråleslid og mikroudflisning. CoroMill® MH20-skæret havde mindre slid og en pålidelig skærkant med en sikker og bedre skærkantkvalitet.
Performancetest, ISO P
| Komponent: | Akse |
| Materiale: | P2.1.Z.AN (30CrMnSiNi2A), uhærdet |
| Operation: | Sporfræsning med stor spåndybde og afstikning |
| Maskine: | Haitian HISION GLU16 VMC, BT50 |
+11 % produktivitet
| Konkurrerende mærke | Sandvik Coromant | |
| Værktøj | DCX: 25 mm (1 tommer), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Skær | - | MH20-08 04 25M-M50 4340 |
| Værktøjsudhæng, mm (tommer) | Tang + 122 (4,80) | Tang + 110 (4,33) |
| vc, m/min. (ft/min.) | 142 (466) | 142 (466) |
| n, o/min. | 1800 | 1800 |
| fz, mm (tommer) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min. (tommer/min.) | 2300 (90.6) | 2600 (102) |
| ap, mm (tommer) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (tommer) | 25 (0.984) | 25 (0.984) |
| Værktøjslevetid, min. | 1 komponent / 348 min. | 1 komponent / 308 min. |
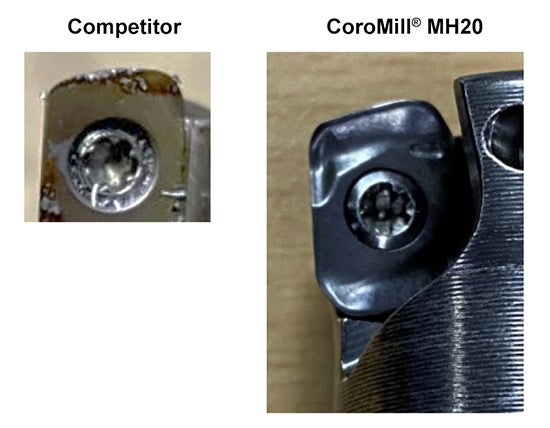
Resultat:
CoroMill® MH20 kørte sikkert og pålideligt, udviste mindre slid end det konkurrerende mærke og kunne derved øge produktiviteten med 11 %.
Performancetest, Inconel
| Industrisegment: | Aerospace |
| Komponent: | Demo-komponent |
| Materiale: | S2.0.Z.AG (Inconel 718 modnet HRC 44) |
| Operation: | Skrubplanfræsning |
| Maskine: | DMG MORI, Coromant Capto® C10, 5-akset VMC-opspænding |
| Køling: | Indvendig (emulsion) |
+33 % værktøjslevetid
Værktøjsbane genereret i Siemens NX - Adaptiv fræsning.
| Værktøj | Holder: CoroChuck® 930-HD Værktøj: MH20-R016A16-06L Skær: MH20-060320E-L50/L30 TS S30T |
| vc, m/min. | 30 |
| fz, mm | 0,4 |
| hex, mm | 0,1 |
| vf, mm/min. | 478 |
| ae, mm | 7 |
| ap, mm | 0,6 |
| Værktøjsudhæng, mm | 48 (3×DC) |
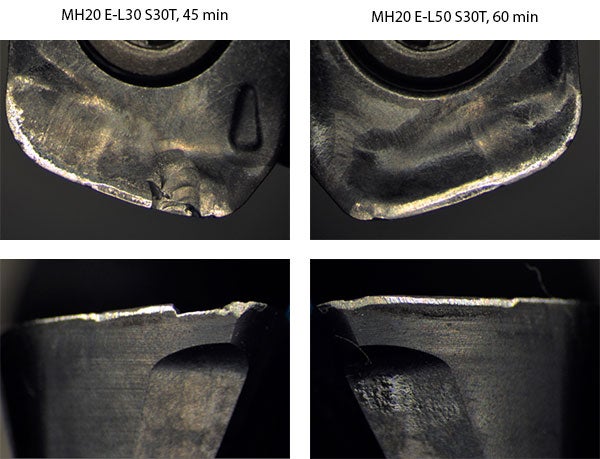
| Bearbejdningstid, min. | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min. | 1,92 |
Resultat:
Sammenlignet med E-L30 har E-L50 geometrien større skærkantsikkerhed ved bearbejdning af Inconel 718 og bør være det anbefalede førstevalg.
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066