
CoroBore® BR30
Treskærs skrubopboringsværktøjer til maksimal produktivitet
Vejledninger

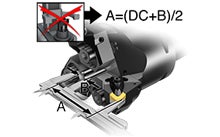
Diameterjustering
Hvis der ikke er nogen forindstillingsenhed til rådighed, skal du justere diameteren ved at måle afstanden fra stift til skær og trække halvdelen af stiftens diameter fra.

Moment
Brug altid momentnøgle med det anbefalede moment på skruer til skær og til værktøjssamlingen.

Lasermarkeret skala
Den lasermærkede skala på adapteren gør det lettere at indstille diameteren.




Anvendelsestip

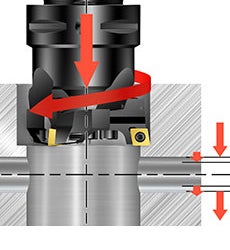
Bundhul
Ved bearbejdning af et bundhul er det meget vigtigt at sikre, at spånafgangen kan ske korrekt.
Korrekte skæredata er afgørende for at opnå en ordentlig spåndannelse
Kontrollér, at spånerne ikke kommer i klemme eller slider skærene
Kølevæsketryk og -flow bør være tilstrækkelige til at fjerne spånerne
Vertikale maskiner er mere kritiske end horisontale maskiner over for en effektiv spånafgang
Afbrudt spån
Bearbejdning af afbrudt spån, som f.eks. krydshuller, stiller store krav til skærets bearbejdningsforhold.
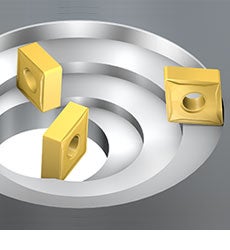
Vælg en sej kvalitet
Vælg et stærkt, firkantet negativt skær, der forbedrer processikkerheden, og som egner sig til stabile forhold
Reducer skæredataene, hvis der forekommer kraftige afbrydelser
Excentriske huller
Hvis det forbearbejdede huls og opboreværktøjets centerlinje ikke er koncentriske, kan spåndybden være meget stor på den ene side af hullet.
En god løsning til disse applikationer er trinopboring, så den store spåndybde kan klares. Asymmetriske skærekræfter kan bøje værktøjet og danne nogle små excentriske rester eller vibrationer, især med værktøjsmoduler med langt udhæng.

Sandinklusioner
Sandinklusioner i støbte komponenter øger sliddet på skærene.
Anbefalinger:
• Vælg en sej kvalitet
• Reducer skæredataene
• Vælg et stærkt, firkantet negativt skær der forbedrer processikkerheden og minimerer slid.
Anbefalinger
Skæredata
Generelle anbefalinger vedr. skrubopboring:
- Startdata: vc 200 m/min. (gælder når vc på skæræsken er større end vc 200 m/min.) ved kort udhæng. Check skæræsken for anbefalet tilspænding og spåndybde
- vc = 50 % af anbefalede data på label. Hvis der opstår vibrationer, skal du reducere hastigheden og øge tilspændingen. Brug ikke anbefalet maks. tilspænding og ap samtidig
Maskinbegrænsninger:
Sørg altid for, at maskinen har den nødvendige effekt og det nødvendige moment til den specifikke opboreapplikation.
Skæredata: CoroBore® 111
| Ordrekode | Kvalitet | Tilspændingsområde (fn) | Spåndybde (ap) | Skærehastighed (vc) | ||||||
| Min. | Maks. | Anbefalet | Min. | Maks. | Anbefalet | Min. | Maks. | Anbefalet | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Fastspændingsmoment
Skærskrue
| ISO | ANSI | Ikke-ISO | Kode | Størrelse | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | Skær 90° | Skær 84° | |||||||||||
| Størrelse | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Skruestørrelse | ISO | ANSI | Ikke-ISO | Nm | Ft/lbs | Skruestørrelse |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
Værktøjsholdersystemer
Bøjningsstabilitet og momentoverførsel er de vigtigste faktorer, når du vælger værktøjsholder til opboreoperationer. Førstevalget bør altid være værktøjer med Coromant Capto-kobling; det sikrer en fremragende repeterbarhed og de bedste stabilitetsegenskaber på markedet.
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066