
Løsninger til omkostningseffektiv kvalitetsbearbejdning af tætningsringsspor til olie- og gasindustrien

Tætningsringsspor er afgørende elementer på mange olie- og gaskomponenter og kræver snævre tolerancer og en overfladefinish af høj kvalitet. Komponentens høje værdi og kompleksitet gør processikkerhed til en afgørende faktor. En ekstra udfordring er den almindelige brug af vanskeligt bearbejdelige materialer som solid Inconel 718 og belagt Inconel 625.
Værktøjsløsninger til bearbejdning af – API-tætningsringsspor til olie- og gasindustrien
Bearbejdningsudfordringer
Mange konventionelle metoder til bearbejdning af tætningsringsspor har en dårlig processikkerhed og langsom produktion. Eksisterende, konventionelle dykfræsnings- og radialdrejningsværktøjer er nødt til at udføre skrub- og sletbearbejdning i flere operationer, og de udføres med høje skærekræfter med begrænset værktøjslevetid. Når de er sikre, er disse processer langsomme og kostbare uden fleksibilitet med hensyn til spordiameterens størrelse.
SpiroGrooving™
SpiroGrooving er en ny, banebrydende innovation – en enkel men alligevel sofistikeret fremstillingsproces til spor til tætningsringe. Metoden bruges sammen med CoroBore XL-systemet og gør brug af en spirograph-værktøjsbane til at skabe tætningsringssspor med snævre tolerancer på en meget sikker og produktiv måde.
Værktøjsbanen består af konisk, cirkulær ramping, hvor værktøjets indgreb er i overensstemmelse med en indstillet ramping-stigning for hver omdrejning. En NC-kodegenerator beregner SpiroGrooving værktøjsbanen på basis af nogle få input-parametre, som f.eks. spordiameter, processtigning og valg maks. spåntykkelse. Forindstillingen af værktøjet foretages i nogle få, enkle trin.
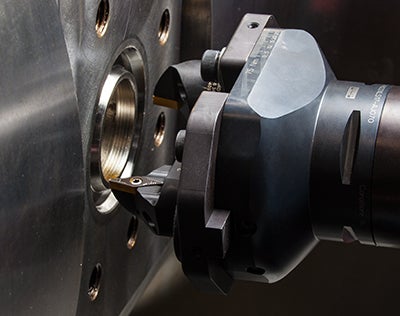
Denne løsning er ideel til fremstilling af tætningsringsspor i komponenter til olie- og gasindustrien. Den enestående løsning med indvendig køling på CoroBore XL gør det lettere at bearbejde avancerede materialer. Skrub- og sletbearbejdning udføres i samme operation, hvilket reducerer bearbejdningstiden betydeligt og forbedrer produktiviteten.
Primære fordele
SpiroGrooving™ opfylder alle de afgørende målsætninger for bearbejdning af tætningsringsspor på den mest effektive og pålidelige måde:
- Betydeligt kortere bearbejdningstid i kraft af højere skæredata
- Meget høj processikkerhed
- Bred applikationsfleksibilitet med et minimalt værktøjslager
- Hurtig og let programmering med den enestående NC kodegeneratorværktøj og spindel.
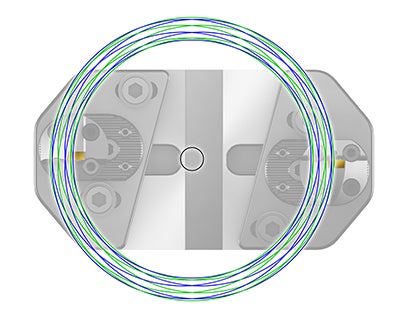
Spirograph
SpiroGrooving bruger en cirkulær spirograph-værktøjsbevægelse i en konus. Det reducerer spåntykkelsen, hvilket giver et letskærende forløb og øget tilspænding. Dele af skærets kant har en afbrudt spån-adfærd, der forhindrer, at lange spåner vikler sig omkring værktøjet og spindlen.
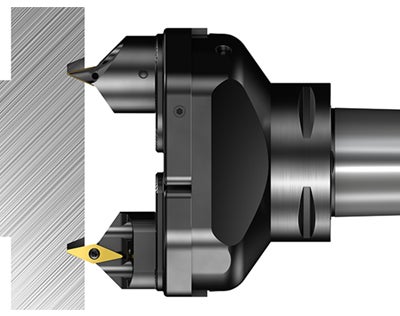
Værktøjskomponenter
Værktøjet er baseret på state-af-the-art, gennemprøvede standardkoncepter, hvor modularitet giver sporapplikationen en stor fleksibilitet. Hvor konventionelle metoder kræver et nyt sæt værktøjer til hver sportype eller -størrelse, dækker ét SpiroGrooving-værktøj et område af diametre; det giver fleksibilitet i produktionen og et minimalt værktøjslager.
Værktøjet til SpiroGrooving er et ukompliceret, smart to-skærs værktøj med to V-skær baseret på det veletablerede CoroBore® XL-opboresystem. Kombineret med det modulære Coromant Capto®-værktøjskoncept udgør det en dedikeret løsning til bearbejdning af tætningsringsspor


SpiroGrooving med CoroBore™ XL
| Komponentegenskaber | BX-154 laver spor i en ventilkrop af stål Diameter: 101 mm (3,99 tommer) Sporbredde: 15,4 mm (0,606 tommer) Dybde: 7,5 mm (0,297 tommer) | |||||
| vc | n | Skrubbearbejdning vf | Sletbearbejdning vf | ap | Tid i alt | |
| Konkurrerende løsning til tætningsringsspor | 187 m/min. (614 ft/min.) | 500 o/min. | 100 mm/min. (4 tommer/min.) | 50 mm/min. (2 tommer/min.) | 1 mm/cyklus (0,04 tommer) | 2 min. |
| vc | n | Skrubbearbejdning vf | Sletbearbejdning vf | Tanddeling | Tid i alt | |
| SpiroGrooving™ med CoroBore XL | 300 m/min. (984 ft/min.) | 922 o/min. | 392 mm/min. (15 tommer/min.) | 50 mm/min (2 tommer/min) | 2 mm/o. | 50 sek. |
Med det konventionelle, radiale, flerkants-drejekoncept til skrub- og sletbearbejdning, var den samlede bearbejdningstid på to minutter. Der var ingen diameterfleksibilitet, og indstilling var en relativt langvarig procedure.
Efter at have skiftet til SpiroGrooving™ blev bearbejdningstiden reduceret til 50 sekunder. Værktøjet kan bruges og let genindstilles til flere andre sporapplikationer. Komponenten blev lavet på mindre end den halve tid med den nye metode.
58%
KORTERE
BEARBEJDNINGS-
TID
Film med tip – Bearbejdning af API-tætningsringsspor
Vingehjul
Vingehjulet befinder sig i APU'en. Bearbejdningen af turbobladene er den samme proces... chevron_right
Rørbærer
En rørbærer er en komponent, der anvendes til færdiggørelse af olie- og gasbrønde.... chevron_right
PrimeTurning™ i ISO-S
ISO-S-materialer, som f.eks. titan, Inconel 718 og andre Inconel-belagte materialer,... chevron_right
CoroMill 327
En alsidig fræser der kan bruges til mange typer spor, gevind og fas: Bearbejdning... chevron_right

