
CoroTurn® Prime
Soustružení ve všech směrech
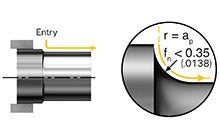
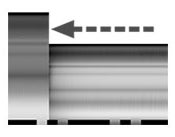
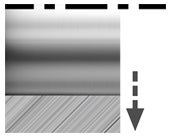
Vstup do obrobku
Při vstupu do obráběného materiálu vždy použijte snížený posuv a nájezd po kruhové dráze. Pro vytvoření správných programovacích kódů a pracovních postupů použijte software CoroPlus® Tool Path for PrimeTurning™.
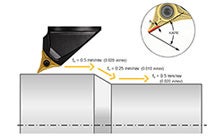
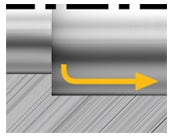
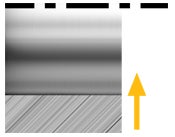
Tloušťka třísky (hex)
Udržujte konstantní tloušťku třísky snížením posuvu při pohybu po šikmé dráze. Pro vytvoření správných programovacích kódů a pracovních postupů použijte software CoroPlus® Tool Path for PrimeTurning™.
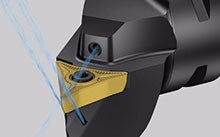
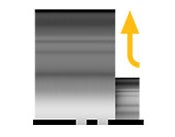
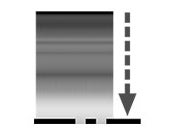
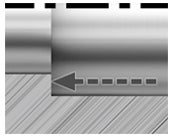
Výhody řezné kapaliny
Přívod řezné kapaliny ze spodní strany je výhodný z hlediska dosažení delší životnosti nástroje, naproti tomu přívod řezné kapaliny shora má příznivý vliv na tvorbu tenčích třísek.


Tipy pro využití
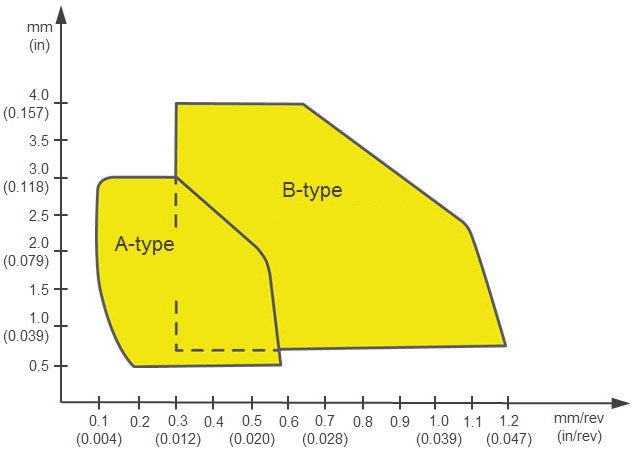
Přípustný rozsah řezných podmínek pro nástroj typu A a typu B
| Hloubka řezu (ap) | |
 |
Posuv (fn) |
POZNÁMKA: Použití břitových destiček při vyšších hodnotách ap a fn přináší riziko přetížení a při nižších hodnotách ap a fn vzniká riziko tvorby dlouhých třísek.
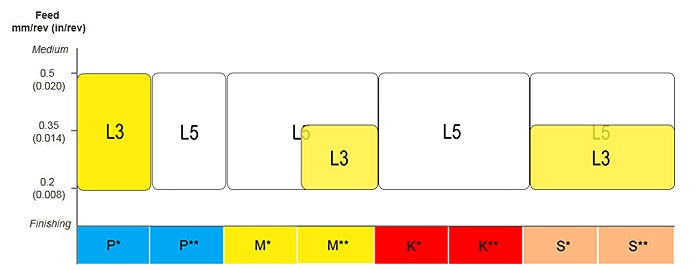
Přípustný rozsah hodnot řezných parametrů pro geometrie typu A
P*) Nízkouhlíkové a vysokopevné/houževnaté oceli
P**) Slitinové oceli
M*) Austenitické korozivzdorné oceli
M**) Duplexní korozivzdorné oceli
K*) Nodulární litina
K**) Šedá litina
S*) Žárovzdorné slitiny
S**) Titanové slitiny
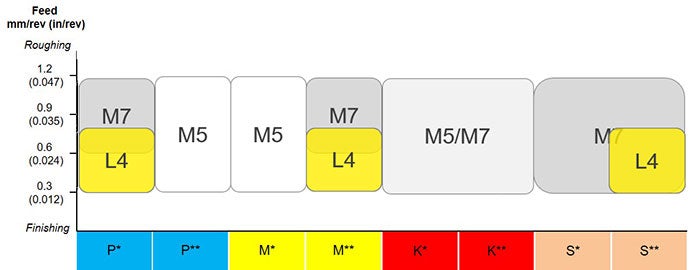
Přípustný rozsah hodnot řezných parametrů pro geometrie typu B
P*) Nízkouhlíkové a vysokopevné/houževnaté oceli
P**) Slitinové oceli
M*) Austenitické korozivzdorné oceli
M**) Duplexní korozivzdorné oceli
K*) Nodulární litina
K**) Šedá litina
S*) Žárovzdorné slitiny
S**) Titanové slitiny
Doporučení
Řešení CoroTurn Prime typu A
Třída VBD
| Podmínky obrábění | P | M | K |
S, HRSA |
S, Ti |
| Dobré | 4415 | 2025 | 4415 | 1210 | H13A |
| Průměrné | 4425 | 2025 | 4425 | 1115 | H13A |
| Obtížné | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometrie břitové destičky
| Operace | P* | P** | M* | M** | K* | K** | S* | S** |
| Dokončování | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Průměrná | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Nízkouhlíkové a vysokopevné/houževnaté oceli
P**) Slitinové oceli
M*) Austenitické korozivzdorné oceli
M**) Duplexní korozivzdorné oceli
K*) Nodulární litina
K**) Šedá litina
S*) Žárovzdorné slitiny
S**) Titanové slitiny
Řešení CoroTurn Prime typu B
Třída VBD
| Podmínky obrábění | P | M | K |
S, HRSA |
S, Ti |
| Dobré | 4415 | 2220 | 4415 | 1210 | H13A |
| Průměrné | 4425 | 2220 | 4425 | 1115 | H13A |
| Obtížné | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometrie břitové destičky
| Operace | P* | P** | M* | M** | K* | K** | S* | S** |
| Dokončování | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Průměrná | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Hrubování | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Nízkouhlíkové a vysokopevné/houževnaté oceli
P**) Slitinové oceli
M*) Austenitické korozivzdorné oceli
M**) Duplexní korozivzdorné oceli
K*) Nodulární litina
K**) Šedá litina
S*) Žárovzdorné slitiny
S**) Titanové slitiny
První volba |
Druhá volba |
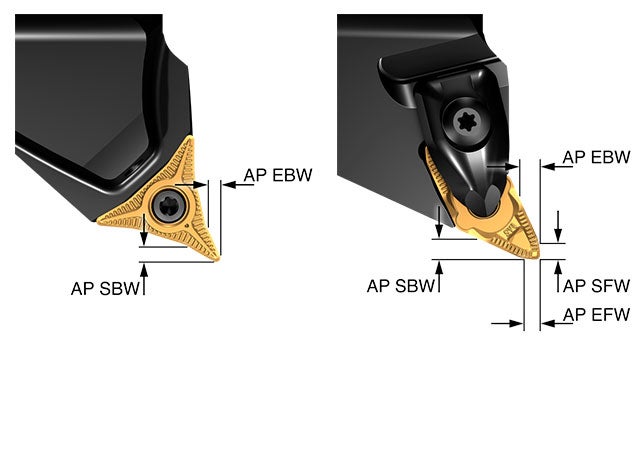
Soustružení vnějších ploch | |
Stranové zpětné (SBW) |
Stranové dopředné (SFW) |
Čelní zpětné (EBW) |
Čelní dopředné (EFW) |
Soustružení vnitřních ploch
Čelní zpětné (EBW) |
Stranové dopředné (SFW) |
Stranové zpětné (SBW) |
Čelní dopředné (EFW) |
Doporučené hodnoty řezných parametrů
Soustružení vnějších ploch
Typ A, CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn dop. | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn max. | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap min. | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap dop. | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap max. | 3 (0,118) | 2,5 (0,098) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
Typ B, CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0,3 (0,0118) | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
| fn dop. | 0,6 (0,0236) | 0,6 (0,0236) | 0,35 (0,0138) | 0,3 (0,0118) | |
| fn max. | 1,2 (0,0472) | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap min. | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap dop. | 2 (0,079) | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap max. | 4 (0,157) | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Soustružení vnitřních ploch
Typ A, CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0,2 (0,0079) | 0,2 (0,0079) | 0,1 (0,0039) | 0,1 (0,0039) | |
| fn dop. | 0,4 (0,0157) | 0,4 (0,0157) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn max. | 0,5 (0,0197) | 0,5 (0,0197) | 0,25 (0,0098) | 0,25 (0,0098) | |
| ap min. | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | 0,25 (0,010) | |
| ap dop. | 1,5 (0,059) | 1,5 (0,059) | 1 (0,039) | 1 (0,039) | |
| ap max | 2,5 (0,098) | 3 (0,118) | 1,5 (0,059) | 1,5 (0,059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
Typ B, CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min. | 0,3 (0,0118) | 0,2 (0,0079) | 0,2 (0,0079) | |
|
fn rec | 0,6 (0,0236) | 0,3 (0,0118) | 0,35 (0,0138) | |
|
fn max. | 1,2 (0,0472) | 0,6 (0,0236) | 0,6 (0,0236) | |
| ap min. | 0,5 (0,020) | 0,5 (0,020) | 0,5 (0,020) | |
| ap dop. | 2 (0,079) | 2 (0,079) | 2 (0,079) | |
| ap max | 4 (0,157) | 3 (0,118) | 3 (0,118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Kdy lze metodu PrimeTurning™ použít
Soustružení vnějších ploch
Nejvhodnější pro obrábění krátkých, kompaktních součástí nebo štíhlých součástí podepřených koníkem
Vhodná |
Nevhodná |
| Krátké a celistvé součásti | Součásti nepodepřené koníkem |

|

|
| |
|
| Součásti podepřené koníkem | |
|
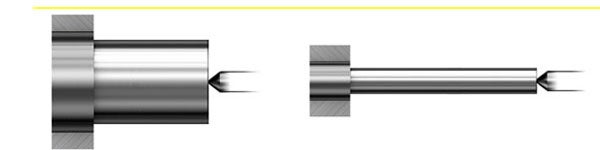
Minimální průměr
Při obrábění ve směru EBW (čelní zpětné) znesnadňuje zahájení řezu na malém průměru D min3 úhel hřbetu břitových destiček a nástrojových držáků. Pro obrábění ve směru EFW (čelní dopředné), tj. konvenčním způsobem, však žádná omezení neexistují.
|
|
D min3 | |
| | EBW | EFW |
| typ A |
30 (1,18") |
0 |
|
typ B |
30 (1,18") |
0 |
Soustružení vnitřních ploch
Řezné hlavy CoroTurn® Prime SL lze použít pro soustružení vnitřních ploch o průměru větším než 40 mm (1.575 inch) a pro vyložení nástroje až 8–10 × D
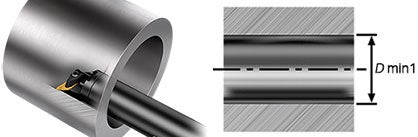
Zajistěte optimální výkonnost a předcházejte problémům tím, že při použití vyvrtávacích tyčí Silent Tools™ vezmete v úvahu hodnotu Dmin. Tangenciální a radiální průhyb, ovlivněný konstrukcí tyče, vyložením a řeznou silou, může vést ke ztrátě vůle.
Nejdůležitější novinky
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910