
CoroBore® BR10
Jednobřité hrubovací nástroje pro zpětné vyvrtávání

Důležité aspekty při zpětném vyvrtávání
Rozsah průměrů při zpětném vyvrtávání není stejný. Dbejte na to, aby se délka vyčnívající nástrojové sestavy nestala příčinou kolize.

Kroutící moment
Vždy používejte momentový klíč a šrouby při upínání břitových destiček a při montáži nástrojové sestavy dotahujte doporučeným kroutícím momentem.

Výměna opotřebených dílů
Vyměňte opotřebené nebo poškozené šrouby, podložky a talířové pružiny. Aby byla zachována funkčnost předběžného upnutí při seřizování průměru v seřizovacím přístroji, je doporučeno provádět nahrazení talířových pružin, sloužících pro upnutí posuvných držáků, po každém 5. použití.

Jednou ročně prováděné promazání
Alespoň jednou ročně promažte všechny díly nástrojové sestavy olejem.



Užitečné rady
Úvodní pokyny
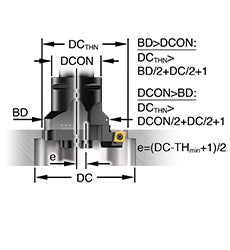
Ujistěte se, zda je vyvrtávací nástroj dostatečně dlouhý, aby prošel celou dírou i s osazením a že nemůže dojít ke kolizi čela vyvrtávacího nástroje s obráběnou součástí. Při zpětném vyvrtávání je vyvrtávací nástroj sestavený tak, aby mohl projít otvorem o minimálním průměru DC/2 + BD1/2.

Seřízení nástroje pro zpětné vyvrtávání
Aby byla zajištěna správná funkce přívodu řezné kapaliny, vyjměte šroubovací zátku
z horního výstupního otvoru řezné kapaliny a zašroubujte jí do spodního výstupního otvoru řezné kapaliny
Otočte kazetu o 180°
Je-li to třeba, použijte distanční vložku
Změňte směr otáčení
Nedostatečně tuhé stroje
Při hrubování se ujistěte, že stroj je pro konkrétní vyvrtávací aplikaci schopen poskytnout potřebný kroutící moment a výkon. Hlavními parametry, které mají největší vliv, jsou posuv, počet břitových destiček, průměr díry a hloubka řezu.
Doporučení
Řezné podmínky
Všeobecná doporučení pro hrubovací vyvrtávání:
- Počáteční hodnoty: Při krátkém vyložení nástroje vc 200 m/min (platí v případě, že hodnota vc uvedená na obalu břitových destiček je vyšší než vc 200 m/min). Doporučené hodnoty posuvu a hloubky řezu zkontrolujte na obalu břitových destiček
- vc = 50% doporučené hodnoty uvedené na obalu. Jestliže dochází ke vzniku vibrací, snižte řeznou rychlost a zvyšte posuv. Nepoužívejte současně max. doporučenou hodnotu posuvu a ap.
Utahovací moment
Šroub břitové destičky
| ISO | ANSI | Neobsažené v ISO | Kód | Velikost | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR10
| Břitové destičky 90° | |||||||
| Velikost | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Velikost šroubu |
| A | 32 | 38 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6.6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11.8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16.0 | 11.8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38.0 | 28.0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55.3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55.3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55.3 | M 10 |
Upínání nástrojů
Rozhodujícími parametry při volbě nástrojového držáku pro vyvrtávací operace jsou jeho ohybová tuhost a schopnost přenosu krouticího momentu. První volbou by vždy měly být nástroje se spojkou Coromant Capto® která nabízí vynikající opakovatelnost a ze všech upínacích rozhraní na trhu vykazuje nejlepší vlastnosti z hlediska stability.
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910