

ระบบจับยึดเครื่องมือ QS™ พร้อมระบบเปลี่ยนเร็ว
วิธีการปรับใช้ระบบจับยึดเครื่องมือ QS™
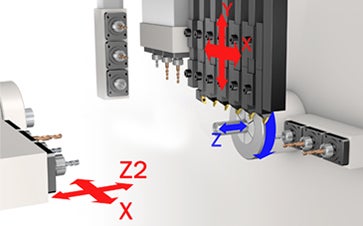
รูปแบบของเครื่องจักร
ดูเคล็ดลับเกี่ยวกับการปรับตั้งเครื่องจักรระบบป้อนอัตโนมัติและข้อมูลที่เป็นประโยชน์อื่นๆ เกี่ยวกับเครื่องจักรประเภทนี้
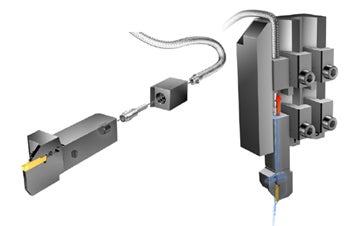
วิธีการประกอบและถอดชุดจ่ายน้ำหล่อเย็น
วิธีประกอบ
- ตรวจสอบให้แน่ใจว่าปลายท่อไม่ชำรุดเสียหาย (รอยวงแหวนบางๆ จากการประกอบครั้งก่อนหน้าถือเป็นลักษณะปกติ) ในกรณีที่ปลายท่อชำรุดเสียหาย ให้ใช้มีดที่ความคมตัดปลายท่อให้เรียบเพื่อให้ได้ปลายท่อที่ไม่มีความเสียหาย
- ดันปลายท่อที่ไม่มีความเสียหายเข้าที่ด้านล่างของข้อต่อหัวบันโจ M6 ให้แน่น
- ประกอบข้อต่อ M6 รวมทั้งท่อ เข้ากับตัวตั้งระยะ QS-HP จากนั้น ติดตั้งชุดอุปกรณ์เข้ากับเครื่องจักร แล้วขันให้แน่น
- ประกอบข้อต่อท่อด้านเครื่องจักร ข้อต่อของเครื่องจักร และแหวนทองแดงในเครื่องจักร แล้วขันให้แน่น
- วัดความยาวของท่อที่ต้องการ ตรวจสอบให้แน่ใจว่าได้เผื่อระยะการเคลื่อนที่ไกลสุดของเครื่องมือไว้แล้ว โดยท่อจะต้องมีรัศมีการดัดโค้งไม่ต่ำกว่า 75 มม. (3 นิ้ว) ควรเผื่อความยาวท่อไว้อีกเล็กน้อยในกรณีที่คาดว่าจะต้องมีการถอด-ประกอบบ่อยๆ เพื่อให้มีขนาดเผื่อสำหรับตัดปลายท่อในกรณีที่เกิดความเสียหาย
หมายเหตุ: หากเผื่อท่อยาวเกินไป อาจทำให้ท่อภายในเครื่องจักรเกิดความเสียหายได้ง่ายขึ้นเนื่องจากเศษชิ้นงาน
- ใช้มีดคมตัดท่อให้ได้ความยาวที่ต้องการ
- ดันปลายท่อที่ไม่มีความเสียหายเข้าที่ด้านล่างของข้อต่อฝั่งเครื่องจักรให้แน่น
วิธีการถอด
จับแหวนของข้อต่อแบบปลดเร็วให้แน่นทางด้านข้อต่อ (ในทิศทางตรงข้ามกับท่อ) โดยขณะที่จับแหวนอยู่ ให้ดึงท่อออกจากข้อต่อ อาจต้องใช้แรงพอสมควรในการดึงท่อออก
หมายเหตุ: ตรวจสอบชุดอุปกรณ์จ่ายน้ำหล่อเย็นเป็นประจำเพื่อหาการชำรุดเสียหายที่อาจเกิดขึ้น ในกรณีที่พบว่าท่อเสียหาย ให้ดำเนินการเปลี่ยน พันเทปเทฟลอนเพื่อป้องกันการรั่วที่ข้อต่อเกลียว

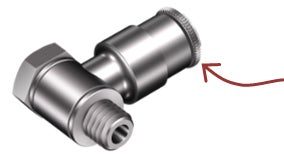
| แหวน |
| ข้อต่อหัวบันโจ M6 |
คำแนะนำ
ลิ่มสำหรับระบบจับยึด QS™
การเลือกลิ่มที่จะใช้งานนั้นขึ้นอยู่กับแบรนด์เครื่องจักร รุ่น และขนาดด้าม ใช้ตารางนี้เพื่อเลือกใช้ลิ่มที่เหมาะสมกับเครื่องจักรระบบป้อนอัตโนมัติของคุณ
| ลิ่ม | แบรนด์เครื่องจักร | รุ่น | ขนาดด้าม | |
| ISO (เมตริก) | ANSI (นิ้ว) | |||
| QS-150 | Tsugami | BH 38 | 1616 | 10 (5/8) |
| QS-160 | Tsugami | BS 32/BS 20 | 1616 | 10 (5/8) |
| QS-140 สำหรับตำแหน่งด้านหน้า | Tsugami | S 205/S 206/S 207 | 1212 | 08 (1/2) |
| QS-140 HP สำหรับตำแหน่งด้านหลัง | Tsugami | S 205/S 206/S 207 | 1212 | 08 (1/2) |
| QS-130 สำหรับตำแหน่งด้านหน้า | Tsugami | รุ่น B0,BS,BU,BM,BN,BA และ BW | 1212,1616 | 08 (1/2),10 (5/8) |
| QS-410 | Hanwa | XD 20H,J/XD 26H | 1212 | 08 (1/2) |
| QS-450 | Hanwa | XD 32H | 1616 | 10 (5/8) |
| QS-10 | Citizen | R04/R07 | 808 | 6 (3/8) |
| QS-20 | Citizen | A16,C12,K12,K16,L16,L20 | 1010 | 6 |
| QS-30 | Citizen | A20,B20,C16,C20,C32,K12,K16,L16,L20 | 1212 | |
| QS-30A | Citizen | A20,B20,C16,C20,C32,K12,K16,L16,L20 | 08 (1/2) | |
| QS-31 | Citizen | L16 VIII, L720 | 1212 | |
| QS-31A | Citizen | L16 VIII, L720 | 08 (1/2) | |
| QS-40 | Citizen | L32,M20,M32 | 1616 | |
| QS-40A | Citizen | L32,M20,M32 | 10 (5/8) | |
| QS-31 | Doosan | PUMA ST20G | 1212 | |
| QS-40 | Doosan | PUMA ST32G | 1616 | |
| QS-130 | Tornos | Delta 12/20 | 1212,1616 | 08 (1/2),10 (5/8) |
| QS-230 | Nexturn | SA20 | 1212 | |
| QS-230A | Nexturn | SA20 | 08 (1/2) | |
| QS-240 | Nexturn | SA26 | 1616 | 10 (5/8) |
| QS-351 (สำหรับตำแหน่งด้านหลังและตำแหน่งด้านหน้าของเครื่องมือกลึงตัด) | Star | SB-16,SC20,SE12/16 | 1010 | 6 (3/8) |
| SE16B,SR16,SR20,SR20R | 1212 | 08 (1/2) | ||
| S25/32J | 1616 | 10 (5/8) | ||
| QS-352 (สำหรับตำแหน่งด้านหน้าของเครื่องมือกลึง) | Star | SB-16,SC20,SE12/16 | 1010 | 6 (3/8) |
| SE16B,SR16,SR20,SR20R | 1212 | 08 (1/2) | ||
| S25/32J | 1616 | 10 (5/8) | ||
| QS-371 สำหรับตำแหน่งด้านหน้า | Star | SB16, SV30 | 1010 | 6 (3/8) |
| QS-372 สำหรับตำแหน่งด้านหลัง | Star | SB16, SV30 | 1010 | 6 (3/8) |
| QS-361 | Star | SB20R | 1212 | 08 (1/2) |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240