
Alumíniummegmunkálás a könnyebb alkatrészek és az újrahasznosításon alapuló jövő érdekében
A Sandvik Coromant teljes körű választékot kínál az alumínium megmunkálására, az első fokozatú lapkialakítástól kezdve a nagyoláson át az elősimításig és a simításig. Természetesen a furatkészítéshez is rendelkezünk szerszámokkal, például fúrókkal, menetfúrókkal és dörzsárakkal a legjobb minőségben.
Az autó- és a repülőgépgyártók nagy átalakulás előtt állnak. Az új környezetvédelmi jogszabályok és a környezettudatosabb fogyasztók elvárásai új, alacsony és nulla kibocsátású járművek létrehozására késztetik a gyártókat.
Az alumínium válasz lehet a gyártóipar előtt álló alkatrészkihívásokra. Az alumínium az egyik legkönnyebb fém a világon, csaknem háromszor könnyebb a vasnál, de nagyon erős és korrózióálló. Az alumínium újra és újra felhasználható. Beolvasztható és újrafelhasználható anélkül, hogy a mechanikai tulajdonságai megváltoznának. A hatékony újrahasznosításnak köszönhetően a valaha előállított alumínium körülbelül 75%-a ma is használatban van, ami nagyszerű a fenntarthatóbb jövő szempontjából.
Alumíniumötvözetek megmunkálása a járműiparban
Videó: Marók járműipari alumíniummegmunkáláshoz
Az elektromos járművek egyre inkább elterjednek – de azért még időbe telik, amíg a belső égésű motor a múlt részévé válik. A tisztább energiafogyasztásra irányuló jelenlegi erőfeszítések részeként a könnyű anyagok belső égésű motorokban történő alkalmazása alapvető fontosságúvá válik, mivel ez jobb üzemanyag-hatékonyságot eredményez, és így csökkenti a szennyezést. Egy tipikus európai személygépjármű erőátviteli rendszere körülbelül 80 kilogramm alumíniumot tartalmaz. Ebből következik, hogy ezek az alkatrészek – a motor, a sebességváltó, a felfüggesztés, a házak – a súlycsökkentő intézkedések középpontjában állnak. Ha a hagyományos öntöttvasat alumíniumötvözetre cseréljük, a motorblokk súlyát akár 40-55%-kal csökkenthetjük, még akkor is, ha számolunk az alumínium szürkeöntvényhez képest kisebb szilárdságával. Az alumíniumot előszeretettel alkalmazzák a hajtáslánc elemeinél, így számos sebességváltó-alkatrésznél, különösen a sebességváltóházaknál, villamosításért felelős eszközöknél/alkatrészeknél, lengőkaroknál és hátsó tengelyeknél.
Dedikált szerszámozási megoldások a járműipar, valamint a szerszámgépgyártók (MTM-ek) számára, amelyek termelékenyebb gépi műveleteket tesznek lehetővé. A teljes M5 maróválasztékban minden megtalálható az első megmunkálási fázistól a szupersimításig – az optimalizált minőség és alkatrészenkénti költség érdekében.
M5 marók ISO N-anyagokhoz:
- Az M5Q90 megtisztítja az újonnan öntött alumínium hengerfejek és motorblokkok felületét egyetlen sima műveletben sorják nélkül. A marószerszám megbízhatóan működik és hosszú éltartamot biztosít.
- Az M5R90 az elsősorban ajánlott választás nagyoláshoz és elősimításhoz az alumínium járműipari alkatrészek (például hengerblokkok, hengerfejek, sebességváltóházak) derékszögű sarokmarási műveleteiben.
- Az M5B90 homlokmarási termékcsalád nagy hatékonyságú szerszámot kínál a hengerfejek, -tömbök, burkolatok és más széles fogásvételű alkatrészek szupersimításához. Az M5B90 kiküszöböli az egyenlőtlen szerszámkopást, és páratlan éltartamot kínál még nagy előtolási sebességek esetén is.
- Az M5C90 termékcsalád az M5B90-re épül, és hasonlóan sima, sorja-, karcolás- és törésmentes forgácsolási folyamatot kínál váltólapkákkal lépcsős konfigurációban. Az M5C90 homlokmarókat az különbözteti meg, hogy rendelkeznek egy további sor nagyolólapkával, amely a külső átmérőre érintőlegesen helyezkedik el.
- Az M5F90 dedikált homlokmaró vékony falú alumínium munkadarabok egyetlen lépésben történő megmunkálásához használható, de süllyesztéshez és széles fogásvételű műveletekhez is alkalmas.
ISO N-anyagok
A nemvas anyagok közé tartoznak az alumíniumon kívül a magnézium-, réz- és cinkalapú ötvözetek. A megmunkálhatóság leginkább az Si-tartalomtól függ. A hipoeutetikus alumínium a leggyakoribb típus (13% alatti Si-tartalommal).
Sok éven át a motorblokkot öntöttvas ötvözetekből gyártották a szilárdsága, az alacsony költségei és a kopásállósága miatt. Azonban ahogy a motorok egyre bonyolultabbá váltak, új anyagok alkalmazása lett szükséges a tömeg csökkentése, valamint a szilárdság és a kopásállóság növelése érdekében. A személygépjármű-motorok esetében manapság az alumíniumötvözetek a leggyakoribbak, mivel kis tömegűek és kiváló öntési tulajdonságokkal rendelkeznek.
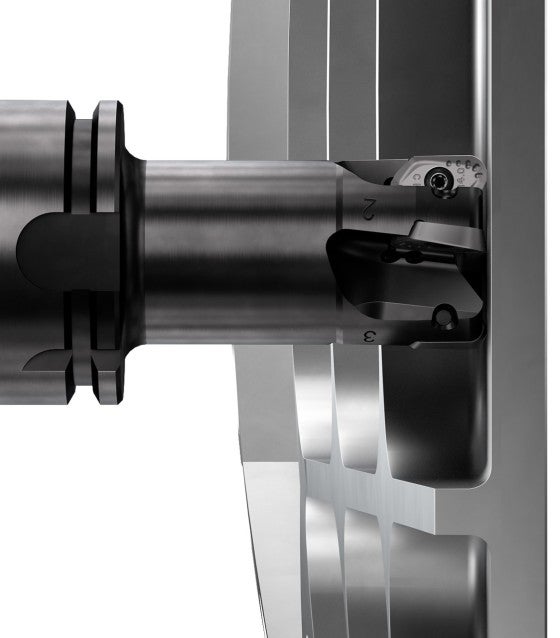
Szerszámok hengerkiesztergálási műveletekhez öntöttvasban és integrált öntöttvas béléssel vagy hüvelyekkel rendelkezőalumíniumban:
- B685 a stabil és termelékeny hengerkiesztergáláshoz, nagyolástól az elősimításig
- B687 a stabil és termelékeny simítási hengerkiesztergáláshoz
- B681 a stabil és termelékeny nagyolási hengerkiesztergáláshoz
- B683 a stabil és termelékeny elősimítási hengerkiesztergáláshoz
A járműipari alkatrészek általában tömeggyártásban készülnek, nagy sűrűségű, összetett furatgeometriákkal – ez az alkalmazás gyakran indokolja az optimalizált fúrószerszámok használatát a maximális termelékenység és a hosszú éltartam elérése – és végső soron – az alacsony furatonkénti költség érdekében.
Fúrószerszámok/tömör szerszámok alumínium megmunkálásához:
- A CoroDrill® 400 egyenes hornyú fúrót összetett többlépéses, élletörési és radiális műveletekhez, valamint nagy lépcsőarányokhoz tervezték 3 és 25 mm (0,118–0,984 col) közötti átmérőhöz. Ezek a fúrók kiválók a forgácselvezetésben, a furategyenességben és a felületi minőségben.
- A CoroDrill® 430 3 hornyú spirálos tömör keményfém fúró magfúráshoz, azaz a meglévő furatok bővítéséhez. Ezek kiváló furatméret-szabályozást és egyenességet kínálnak kihívást jelentő körülmények között.
- Az alumínium motoralkatrészeknél a preferált menetkészítési eljárás a menetformázás, a CoroTap® 400 forgácsmentes menetformázók pedig az első számú választást jelentik ehhez a feladathoz.
Alumíniumfúrási tippek
- Sorjaképződés és a forgácseltávolítás okozhatnak problémát. A tapadás miatt csökkenhet az éltartam. Technológiai javaslat: A legjobb forgácsképződéshez használja a legkisebb előtolást és legnagyobb megmunkálási sebességet.
- A rossz éltartam elkerülése érdekében szükség lehet különböző bevonatok tesztelésére, minimalizálva a tapadást. Ilyen bevonatok lehetnek a gyémántbevonatok, vagy bizonyos esetekben (a hordozótól függően) a bevonat teljesen elhagyható.
- Egyéb: Használjon emulziót vagy nagy nyomású, porlasztott hűtőközeget.
Alumíniumötvözetek megmunkálása a repülőgépiparban
Kép: RAL90 alumíniummaró és szárnyváz
Repülőgépipari alumínium alkatrészek megmunkálásakor kulcsfontosságú tényező a stabil és megbízható megmunkálási folyamat ötvözése a nagy sebességgel és a nagy fémeltávolítási sebességgel. Az alacsony forgácsolási erők kulcsfontosságúak a jó megmunkálhatósághoz, mivel ezekkel érhető el alacsony energiafelhasználás, alacsonyabb rezgési hajlam és kiváló felületi minőség.
Számos alumínium alkatrész található a repülőgépeken, például rudak, burkolatok és bordák. A szárnyváz jó példa, mely szemléltet néhány megmunkálási kihívást, például vékony falak/alapok, 2D zsebek, illetve a kiegyensúlyozott szerszámok használatának fontosságát. A Sandvik Coromant szerszámok széles választékát kínálja a szárnyvázak költséghatékony és kiváló minőségű megmunkáláshoz.
Vékony falú alkatrészek megmunkálása
A vékony falú szakaszok megmunkálására vonatkozó stratégiák eltérőek a fal magasságától és vastagságától függően. A fogások számát a fal méretei és az axiális fogásmélység határozzák meg.
A nagy sebességű technikák, azaz kis ap/ae és nagy vc jól alkalmazhatók vékony falak marásához, mivel csökkentik a szerszám fogásban töltött idejét, így az impulzusok és elhajlás mértékét is. A falak lépcsős megtámasztásos megmunkálása átfedő fogásokkal használatos, ha a fal vastagságának és magasságának aránya 15:1 és 30:1 közötti.
Zsebmegmunkálás RAL 90 nagy sebességű alumínium felsőmaróval
A RAL90 alumínium marószerszám szélsőségesen magas fémeltávolítási sebességekhez tervezett eszköz. A rendkívül robusztus forgácsolótest optimalizált lapkaülékekkel új folyamatbiztonsági szintet jelent a stabil nagy sebességű forgácsolás területén – ideális a durva nagyolástól az elősimításig, a repülőgépipari vázszerkezetek zsebmegmunkálásánál alumíniumötvözetekben.
Ha ennél is magasabb fémeltávolítási sebesség szükséges, akkor az új RAL90 Super MRR maró rendkívül magas orsófordulatszámra is képes pl. akár 33 000 ford/perc DC 50 mm esetén a RAL90 23 500 ford/perc fordulatszámhoz képest. Ez 40% termelékenységnövekedést jelent.
Alumínium marása tömör keményfém szerszámokkal
Ha kisebb átmérők szükségesek, akkor a tömör keményfém szerszámok jelentik a megoldást. Az alumínium marására optimalizált geometriával és lapkaminőséggel a CoroMill® Plura szármaró és a CoroMill® 316 szármaró cserélhető forgácsolófejjel hosszú szerszáméltartamot biztosít magas fémeltávolítási sebesség mellett.
A hornyok nagy forgácstérrel rendelkeznek a jobb forgácselvezetés érdekében. Ezenkívül a specifikus hengeres élszalag csökkenti a szerszám rezgését a szerszámgépben, és minimalizálja a forgácsképződési problémákat, így kiváló felületi minőség érhető el.
Az alumínium megmunkálhatósága
- Polimer Hosszú forgácsú anyag
- Amennyiben ötvözött, a forgácskezelés viszonylag egyszerű
- A tiszta Al tapadó, ezért éles forgácsolóéleket és nagy forgácsolósebességet (vc) igényel
- Fajlagos forgácsolóerő: 350–700 N/mm
- A forgácsolóerők, és így a megmunkáláshoz szükséges teljesítmény alacsonyan maradnak
- Az anyag finomszemcsés, bevonat nélküli keményfém minőségekkel munkálható meg, ha a Si-tartalom 7–8% alatti, és PCD-élű minőségekkel nagyobb Si-tartalmú alumínium esetén.
- A hipereutektikus Al, ha az Si-tartalom >12%, nagyon abrazív.
