
Uppborrning av hål

Uppborrning är en bearbetningsprocess för att förstora eller förbättra kvaliteten på ett befintligt hål. Det finns flera flexibla verktygssystem i en mängd olika diametrar för både grovuppborrning och finuppborrning.
Inledande överväganden vid uppborrning av hål
Dessa inledande överväganden påverkar valet av uppborrningsverktyg, liksom hur de används vid uppborrning av hål.
Hålet
Hålets kvalitet har betydelse för typen av bearbetning och verktygsvalet.
Tänk på hålets dimension, begränsningar och kvalitetskrav:
- Håldiameter
- Djup
- Tolerans, ytjämnhet, positionering och rakhet
- Typ av hål

Genomgående hål

Bottenhål
Steghål

Korsande hål/intermittent ingrepp
Identifiera typen av bearbetning, grovbearbetning eller finbearbetning:
Grovbearbetning
Bearbetning av ett befintligt hål, främst med fokus på spånavverkning i syfte att förbereda för finbearbetning. De befintliga hålen har tillverkats genom metoder som borrning, gjutning, smidning och gasskärning. För håltoleranser över eller lika med IT9.
Finbearbetning
Bearbetning av ett befintligt hål för att nå snävare håltolerans och hög ytjämnhet. Små skärdjup, vanligen mindre än 0,5 mm (0,020 tum). För håltoleranser mellan IT6 och IT8.
Grovbearbetning

Finbearbetning
Komponenten
Identifiera den typ av komponent som ska bearbetas.
Form och kvalitet:
- Har materialet bra bearbetbarhets- och spånbrytningsegenskaper?
- Är komponenten stabil eller finns det sektioner som kan orsaka vibrationer?
- Behövs det en förlängning för bearbetning av hålet?
- Går det att spänna fast komponenten ordentligt? Vilka stabilitetsproblem kan finnas?
- Är komponenten rotationssymmetrisk runt hålets axel, dvs. går det att bearbeta hålet i en svarv?
- Batchstorlek – ett enda hål, eller massproduktion (som kan motivera val av ett optimerat specialverktyg för maximal produktivitet)?
Material:
- Bearbetbarhet
- Spånbrytning
- Hårdhet
- Legeringselement
Maskinen

Viktigt att tänka på vad gäller maskinen:
- Spindelgränssnitt
- Maskinstabilitet
- Är spindelvarvtalet (varv/min) tillräckligt högt för små diametrar?
- Skärvätsketillförsel och skärvätsketryck, är skärvätskevolymen och -trycket tillräckligt?
- Fastspänning av arbetsstycket, är det tillräckligt stabilt?
- Horisontell eller vertikal spindel? En horisontell spindel innebär bättre spånavgång
- Effekt och vridmoment, är effekten tillräcklig för stora diametrar och för uppborrningsverktyg med tre skäreggar?
- Verktygsmagasin, är det begränsat med plats?

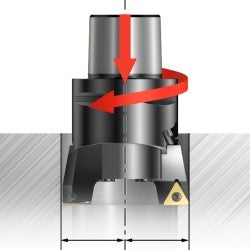
Grovuppborrning
Det främsta syftet med grovuppborrning är spånavverkning och att förbereda hålet... chevron_right
Finuppborrning
Finuppborrningsoperationer används i syfte att förbättra ett befintligt hål, att... chevron_right
Borrning
Borrning utförs ofta sent i tillverkningsprocessen, där tidigare operationer redan... chevron_right
Turbinblad
Bladbearbetning på en ny nivå Konkurrenskraftig bearbetning av blad för ång- och... chevron_right
